Порошки из нержавеющей стали позволяют печатать сложные геометрические формы с использованием аддитивных технологий, не имеющих аналогов в традиционном производстве металлов. В этом руководстве описаны варианты сплавов, спецификации частиц, данные о свойствах, ценовая политика и сравнительный анализ для обоснования покупки нержавеющего порошка.
Введение в порошки из нержавеющей стали
Основные возможности порошков из нержавеющей стали:
- Изготовление сложных, легких компонентов
- Достижение превосходной коррозионной стойкости
- Возможность быстрого создания прототипов и настройки
Обычно используются такие сплавы, как:
- 304L - экономичный материал с отличной коррозионной стойкостью
- 316L - превосходная коррозионная стойкость с добавлением молибдена
- 17-4PH - высокопрочный, самый твердый нержавеющий порошок
В этом руководстве приведены рекомендации по выбору нержавеющих порошков:
- Композиции сплавов и методы их получения
- Данные испытаний механических свойств
- Рекомендации по распределению частиц по размерам
- Морфология, скорость потока и кажущаяся плотность
- Диапазон цен поставщиков в зависимости от объемов
- Сравнение коррозионной стойкости
- Плюсы и минусы по сравнению с цельным брусом
- Вопросы и ответы по оптимизации параметров печати

Порошковые композиции из нержавеющей стали
Таблица 1 Показаны составы порошковых сплавов из нержавеющей стали с добавлением первичных элементов с некоторыми различиями у разных производителей порошков:
| Сплав | Основные легирующие элементы |
|---|---|
| 304L | Cr, Ni |
| 316L | Cr, Ni, Mo |
| 17-4PH | Cr, Ni, Cu |
Углерод ограничен (≤0,03%) в 304L и 316L, чтобы предотвратить выпадение карбидов и сохранить коррозионную стойкость и свариваемость.
Повышенное содержание углерода в 17-4PH увеличивает прочность за счет мартенситной закалки при термической обработке.
Механические свойства и методы испытаний
Таблица 2 показывает типичные минимальные механические свойства, которым соответствуют порошки из нержавеющей сталиФактические значения зависят от геометрии сборки, последующей обработки и выбора способа термообработки:
| Сплав | Предел текучести | Прочность на разрыв | Метод испытания |
|---|---|---|---|
| 304L | 290 МПа | 540 МПа | ASTM E8 |
| 316L | 290 МПа | 540 МПа | ASTM E8 |
| 17-4PH | 1140 МПа | 1275 МПа | ASTM E8 |
Внимательно изучите отчеты об испытаниях, чтобы убедиться, что закупаемые партии порошка соответствуют сертификационным спецификациям и требованиям к применению, прежде чем брать на себя обязательства по закупке больших объемов.
Рекомендации по размеру частиц порошка из нержавеющей стали
Таблица 3 показывает общие категории распределения частиц по размерам, используемые для классификации порошков из нержавеющей стали:
| Диапазон размеров | Типичная сетка | Общий диапазон печати |
|---|---|---|
| Экстра тонкий | -325 меш | 15-45 мкм |
| Fine | -230 +400 меш | 32-63 микрон |
| Стандарт | -170 +325 сетка | 44-105 микрон |
Другие ключевые характеристики порошка:
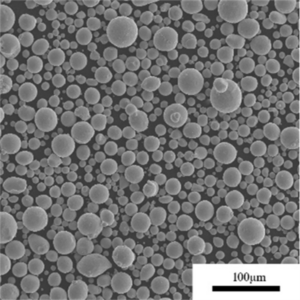
- Сферическая морфология
- Гладкая поверхность без спутников
- Кажущаяся плотность >90% от истинной плотности
- Скорость расходомера Холла >30 секунд для 50 грамм
Для параметров печати средний размер 25-45 микрон обеспечивает надежную отправную точку с хорошим разрешением и текучестью.
Морфология порошка, скорость потока и плотность
Таблица 4 сравнивает характеристики порошка по общим уровням качества, которые влияют на стабильность печатного процесса:
| Параметр | Порошок премиум-класса | Порошок начального уровня |
|---|---|---|
| Морфология | Высокая сферичность | Зазубренные, неправильные формы |
| Скорость потока | Поток зала > 30 с для 50 г | Поток Холла < 25 с для 50 г |
| Кажущаяся плотность | > 90% истинная плотность | Часто <80% истинной плотности |
| Содержание влаги | <0,01% | >0,02% |
Плохой расход и плотность порошка требуют дополнительных настроек параметров для достижения качества печати, что сказывается на производительности. Запросите у поставщиков данные о секундах расхода и плотности порошка в зале.






Ценообразование на порошок из нержавеющей стали
Таблица 5 Описывает приблизительные цены на обычные порошки из нержавеющей стали при нормальных рыночных условиях:
| Объем заказа | Оценка цены |
|---|---|
| 10 кг | $100+/кг |
| 100 кг | $50+/кг |
| 500+ кг | $30+/кг |
| 1000+ кг | Скидки под ключ |
- Скидки на оптовые партии свыше 500-1000 кг
- Фактические цены колеблются в зависимости от стоимости сырья
- Внимательно изучите истинную урожайность в сравнении с "хорошим" порошком
- Низкие цены часто свидетельствуют о плохой консистенции
Сравните прайс-листы, но сосредоточьте оценку на качестве тестовых данных, чтобы выявить лучшие предложения по стоимости, соответствующие возможностям процесса печати.
Коррозионная стойкость порошка из нержавеющей стали
Таблица 6 Сравнение коррозионной стойкости распространенных сплавов:
| Сплав | Типичные условия |
|---|---|
| 304L | Хорошая общая химическая стойкость, подходящая для слабых коррозионных условий |
| 316L | Отличные антикоррозийные характеристики для суровых сред с хлоридами и кислотами |
| 17-4PH | Умеренная коррозионная стойкость с пониженным содержанием хрома и никеля |
Молибден повышает устойчивость к точечной и щелевой коррозии в порошке 316L. Более высокое содержание хрома также повышает пассивность.
Тщательно подбирайте сплавы, оптимизированные для предполагаемых условий эксплуатации с учетом химикатов, концентрации, pH и температур, ожидаемых в течение срока службы.
Плюсы и минусы: порошковый и цельный брусок
Таблица 7
| Преимущества | Недостатки | |
|---|---|---|
| Порошок из нержавеющей стали | Сложные формы | Более высокая стоимость |
| Отличные антикоррозийные свойства | Постобработка | |
| Облегчение | Оптимизация параметров печати | |
| Цельный пруток из нержавеющей стали | Экономически эффективный | Пределы формы |
| Доступность | Намного тяжелее | |
| Обрабатываемость | Материальные отходы |
Как правило, порошок из нержавеющей стали оправдывает более высокие цены при изготовлении сложных деталей небольшого объема, для которых важны коррозионная стойкость и снижение веса. Прутковые формы обеспечивают доступность для простых форм в высокопроизводительных случаях.

Вопросы и ответы
Таблица 8 - Общие вопросы:
| ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ | Отвечать |
|---|---|
| Нужно ли мне просматривать отчеты о тестировании? | Да, тщательно изучите данные сертификации порошка |
| С порошка какого размера следует начинать? | 25-45 микрон для надежной печати |
| Какие факторы влияют на согласованность? | Технология производства сырого порошка влияет на изменчивость |
| Сколько порошка нужно купить на первое время? | Начните с малого масштаба, чтобы проверить процесс печати |
Таблица 9 - Советы, ориентированные на применение:
| ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ | Отвечать |
|---|---|
| Как настроить параметры для печати на пищевом нержавеющем оборудовании? | Оптимизация для низкой шероховатости поверхности и устранение щелей |
| Какая постобработка может уменьшить пористость морских деталей? | Рассмотрите возможность горячего изостатического прессования для обеспечения максимальной коррозионной стойкости |
| Какой сплав обеспечивает максимальный предел текучести для несущих элементов? | Нержавеющая сталь 17-4PH, закаленная методом осаждения |
| Какой нержавеющий порошок оптимален для деталей высокотемпературных печей? | Порошок 316L обеспечивает превосходную стойкость к окислению |