Порошок из нержавеющей стали 316L является популярным материалом для многих применений благодаря своей превосходной коррозионной стойкости, механическим свойствам и биосовместимости. В данном руководстве представлен подробный обзор порошка 316L, включая его свойства, методы производства, области применения, поставщиков и многое другое.
Обзор порошка из нержавеющей стали 316L
Порошок из нержавеющей стали 316L - это тип сплава нержавеющей стали, содержащий молибден для повышения коррозионной стойкости. Буква "L" означает низкое содержание углерода, что улучшает свариваемость.
К основным свойствам и характеристикам порошка 316L относятся:
- Отличная коррозионная стойкость, особенно против точечной и щелевой коррозии
- Высокая прочность и хорошая пластичность
- Выдающаяся биосовместимость и пригодность для использования в медицинских имплантатах
- Немагнитная аустенитная структура
- Высокая стойкость к окислению и ползучести при повышенных температурах
- Доступны частицы различных размеров и морфологии
Порошок 316L может быть получен методом газового распыления, распыления водой и другими способами. Процесс производства порошка влияет на такие его характеристики, как форма частиц, распределение по размерам, текучесть и др.
Ниже приводится сравнение различных типов порошка 316L и их типичных применений:
| Тип порошка | Размер частиц | Морфология | Приложения |
|---|---|---|---|
| Распыление газа | 15-150 мкм | Сферическая | Аддитивное производство, MIM |
| Распыление воды | 10-300 мкм | Нерегулярные, дендритные | Литье металлов под давлением |
| Распыление плазмы | <100 мкм | Сферическая | Аддитивное производство |
| Электролитический | <150 мкм | Дендритные, шиповидные | Аддитивное производство, прессование |
| Карбонил | <10 мкм | Сферическая | Порошковая металлургия, прессование |
Порошок 316L ценится за сочетание прочности, коррозионной стойкости и биосовместимости. К числу основных областей применения относятся:
- Аддитивное производство - селективное лазерное плавление, прямое лазерное спекание металлов, струйное нанесение связующего
- Литье металлов под давлением - небольшие сложные детали, такие как ортопедические имплантаты
- Прессование и агломерация - Фильтры, пористые структуры, самосмазывающиеся подшипники
- Покрытие поверхности - для повышения износостойкости и коррозионной стойкости
- Пайка и сварка - в качестве присадочного материала
Ниже приведен обзор применения порошка 316L в различных производственных процессах:
| Производственный процесс | Как используется порошок 316L |
|---|---|
| Аддитивное производство | Порошковый слой избирательно расплавляется лазером для создания 3D-деталей |
| Литье металлов под давлением | Порошок смешивается со связующим, формуется, затем спекается |
| Прессование и спекание | Порошок прессуется в форме, а затем спекается |
| Покрытие поверхности | Напыление или наплавление на поверхность методом термического напыления, лазерной наплавки и т.д. |
| Пайка и сварка | Используется в качестве наполнителя при соединении |
Ультрамелкая зернистая структура и однородная консистенция, получаемая из порошков, делают 316L идеальным материалом для ответственных применений в аэрокосмической, медицинской, химической промышленности и т.д.

Свойства порошка из нержавеющей стали 316L
Порошок 316L обладает сочетанием таких полезных свойств, как коррозионная стойкость, прочность, твердость, свариваемость и биосовместимость. Вот некоторые ключевые свойства порошка 316L:
Механические свойства
- Прочность на разрыв: 500-700 МПа
- Предел текучести: 200-300 МПа
- Удлинение: 40-50%
- Твердость: ≤ 200 HV
- Модуль упругости: 190-210 ГПа
Физические свойства
- Плотность: 7,9-8,1 г/куб. см
- Температура плавления: 1370-1400°C
Коррозионная стойкость
- PREN > 23 для стойкости к точечной/врезной коррозии
- Высокая устойчивость к воздействию кислот, хлоридов, сульфатов
Другие объекты недвижимости
- Немагнитная аустенитная структура
- Отличная биосовместимость и обрабатываемость
- Низкий коэффициент теплового расширения
- Хорошая тепловая/электрическая проводимость
Механическая прочность, твердость и коррозионная стойкость могут быть оптимизированы путем правильного управления производством порошка, распределением частиц по размерам и последующей обработкой, например горячим изостатическим прессованием.
Методы производства порошка 316L
Порошок 316L может быть получен различными способами. В результате каждого способа производства получаются порошки с различными характеристиками, оптимизированными для конкретных применений.
Газовая атомизация
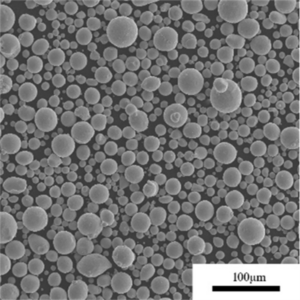
При газовом распылении сплав 316L расплавляется, а затем распадается на мелкие капли с помощью струй инертного газа высокого давления. Капли быстро затвердевают, превращаясь в сферические порошки.
Типичные свойства порошка:
- Размер частиц: 15-150 мкм
- Морфология: высокосферическая
- Текучесть: Отличная
- Кажущаяся плотность: 2,5-4,5 г/куб. см
- Содержание кислорода: Низкое содержание
Порошок 316L, распыляемый газом, обладает высокой сферичностью и текучестью, необходимыми для аддитивного производства. Более мелкие частицы размером менее 45 мкм используются для лазерных процессов АМ.
Распыление воды
При водяном распылении поток расплавленного 316L разбивается на капли высокоскоростными струями воды. В результате быстрого охлаждения порошки имеют неправильную форму.
Типичные свойства порошка:
- Размер частиц: 10-300 мкм
- Морфология: Нерегулярные, дендритные
- Текучесть: Умеренная
- Кажущаяся плотность: 2-4 г/куб. см
- Содержание кислорода: Выше
Неравномерная морфология обеспечивает механическое сцепление при сжатии, что делает распыленный водой 316L пригодным для литья металлов под давлением.
Плазменное распыление
При плазменном распылении расплав распыляется на более мелкие и сферические порошки, чем при газовом распылении.
Типичные свойства порошка:
- Размер частиц: 5-100 мкм
- Морфология: высокосферическая
- Текучесть: Отличная
- Кажущаяся плотность: >3 г/куб. см
- Содержание кислорода: Низкое содержание
Порошок 316L, распыляемый плазмой, имеет очень мелкие размеры, необходимые для лазерной АМ, и отличные текучие свойства.
Электродное индукционное плавление с газовым распылением (ЭИГА)
EIGA предполагает индуктивное плавление проволочного сырья 316L с последующим распылением в газовой среде. При этом получаются высокосферические наноразмерные порошки.
Типичные свойства порошка:
- Размер частиц: 10-150 нм
- Морфология: высокосферическая
- Текучесть: Умеренная
- Кажущаяся плотность: ∼3 г/куб. см
- Содержание кислорода: Низкое содержание
Сверхтонкий порошок 316L производства компании EIGA обладает свойствами, оптимизированными для процесса AM со струйным нанесением связующего.
Электролиз
В электролитическом процессе 316L растворяется на аноде и осаждается на катоде с получением шипообразных и дендритных порошков.
Типичные свойства порошка:
- Размер частиц: До 150 мкм
- Морфология: Колючие, дендритные
- Текучесть: Плохая
- Кажущаяся плотность: 2-4 г/куб. см
- Содержание кислорода: Низкое содержание
Неравномерная морфология и пористая структура электролитического порошка 316L делают его пригодным для применения в процессах AM, таких как электронно-лучевое плавление.
Карбонильный процесс
Карбонильный процесс включает в себя разложение газообразных карбонилов металлов с получением мелкодисперсных сферических порошков.
Типичные свойства порошка:
- Размер частиц: Менее 10 мкм
- Морфология: высокосферическая
- Текучесть: Хорошая
- Кажущаяся плотность: ∼4 г/куб. см
- Содержание кислорода: Низкое содержание
Порошок карбонила 316L имеет очень мелкие частицы, используемые для прессования и спекания. Высокая степень чистоты обеспечивает превосходные свойства спеченных изделий.
Области применения порошка из нержавеющей стали 316L
Порошок 316L используется во многих отраслях промышленности благодаря своим отличным сбалансированным свойствам. К числу основных областей применения относятся:
Аддитивное производство
- Аэрокосмические и авиационные компоненты
- Ортопедические и зубные имплантаты
- Автомобильные детали, такие как клапаны, насосы
- Биомедицинские устройства, такие как хирургические инструменты
- Морские применения, например, рабочие колеса
Литье металлов под давлением
- Ортопедические имплантаты - коленные, тазобедренные и т.д.
- Зубные имплантаты и изделия
- Режущие инструменты, бритвенные лезвия
- Компоненты часов
Прессование и спекание
- Фильтры и пористые структуры
- Самосмазывающиеся подшипники
- Компоненты, удерживающие магнит
- Поршни, втулки синхронизаторов
Покрытие поверхности
- Коррозионно- и износостойкие покрытия
- Биомедицинские покрытия, такие как стенты, имплантаты
- Восстановительные покрытия для арматуры, насосов
- Декоративные покрытия
Сварка и пайка
- Аэрокосмические компоненты
- Криогенные сосуды и трубы
- Оборудование для пищевой промышленности
- Биомедицинские устройства
Порошок 316L также используется для смешивания с другими сплавами с целью получения индивидуальных свойств. Благодаря своей биосовместимости 316L широко используется для изготовления хирургических инструментов, имплантатов, стентов и других изделий медицинского назначения.
Здесь представлен обзор того, как свойства порошка 316L, такие как размер частиц и морфология, влияют на его применение в различных областях:
| Приложение | Предпочтительные свойства порошка |
|---|---|
| Лазер AM | Малый размер частиц (<45 мкм), сферические, текучие |
| Электронно-лучевая АМ | Частицы среднего размера (45-150 мкм), сферические |
| Струйная обработка вяжущего AM | Сверхтонкий размер частиц (<1 мкм), сферический |
| MIM | Средний размер (10-25 мкм), неправильная морфология |
| Прессование и спекание | Мелкие частицы (<10 мкм) с некоторыми более крупными размерами |
| Покрытие поверхности | Широкий диапазон (10-100 мкм), сферический |
Спецификации и стандарты
Состав, качество и свойства порошка 316L регламентируются различными международными спецификациями и стандартами.
Стандарты ASTM
- ASTM A240 - Стандарт на листовую, листовую и полосовую хромистую и хромоникелевую нержавеющую сталь для сосудов высокого давления и общего применения. Определяет пределы состава и механические свойства для сплава 316L.
- ASTM B822 - Стандартный метод испытания распределения частиц по размерам металлических порошков и родственных соединений методом светорассеяния. Используется для определения гранулометрического состава порошка.
- ASTM F3055 - Стандартная спецификация на порошок никелевого сплава для аддитивного производства, предназначенный для использования в технологиях порошкового наплавления. Определяет жесткие требования к порошку никелевого сплава для АМ, включая 316L.
- ASTM F3049 - Руководство по определению характеристик металлических порошков, используемых в процессах аддитивного производства. Содержит рекомендации по измерению таких характеристик, как текучесть, плотность, морфология и т.д.
Другие стандарты
- ISO 9001 - Управление качеством при производстве металлических порошков
- ISO 13485 - Управление качеством металлических порошков для медицинского применения
- ASME Boiler and Pressure Vessel Code - Требования к материалам для сосудов, работающих под давлением
Надежные поставщики порошка 316L имеют системы качества, сертифицированные по стандартам ISO и ASTM. Для обеспечения соответствия стандартам поддерживается прослеживаемость партий продукции и проводятся всесторонние испытания.
Поставщики порошка 316L
К числу ведущих мировых поставщиков порошка из нержавеющей стали 316L относятся:
| Компания | Методы производства | Виды порошков | Размер частиц |
|---|---|---|---|
| Sandvik | Распыление газа | Osprey® 316L | 15-45 мкм |
| Технология LPW | Распыление газа | LPW 316L | 15-63 мкм |
| Плотник | Распыление газа | Carpenter 316L | 15-150 мкм |
| Höganäs | Распыление воды | 316L | 10-45 мкм |
| CNPC | Распыление газа, воды | 316L | 10-150 мкм |
| Pometon | Распыление газа, воды | 316L | 10-150 мкм |
| ATI | Распыление газа | 316L | 10-63 мкм |
Цена на порошок 316L зависит от таких факторов, как:
- Качество порошка, его состав, размер и морфология частиц
- Метод производства
- Количество заказов и размер партии
- Уровень контроля качества и тестирования
- Требования к упаковке и доставке
Ориентировочные цены на порошок 316L, распыляемый газом, находятся в диапазоне $50-100 за кг для стандартных заказов. Нестандартные заказы с особыми требованиями могут стоить дороже.
При выборе поставщика порошка 316L следует обратить внимание на следующие ключевые моменты:
- Характеристики порошка - гранулометрический состав, морфология, текучесть и т.д. должны соответствовать потребностям применения
- Постоянное качество и состав в соответствии с техническими условиями
- Надежная цепочка поставок и логистика
- Соответствие международным стандартам и сертификации
- Техническая экспертиза и обслуживание клиентов
- Ценообразование и минимальный объем заказа
Ведущие производители порошков 316L имеют десятилетний опыт производства порошков для AM, MIM и других применений с жестким контролем качества.
Конструктивные соображения для порошка 316L
Вот некоторые ключевые аспекты проектирования, которые необходимо учитывать при использовании порошка 316L в производстве:
Геометрия деталей
- Оптимизация толщины стенок, выступов, перемычек и диаметров для процессов AM или MIM
- Учет усадки ~20% для процессов на основе связующего, таких как MIM
- Включение опор там, где это необходимо, интеграция опорных конструкций в проект
Пористость
- Контроль параметров процесса для ограничения пористости до уровня менее 1%
- Стратегическая ориентация детали во избежание попадания порошка
- Оптимизация термообработки, HIP может дополнительно снизить пористость
Отделка поверхности
- AM-процессы требуют дополнительной обработки, такой как механическая обработка, шлифовка, электрополировка для улучшения качества поверхности
- Учитывать ~0,1-0,4 мм удаления припуска при финишной обработке
Механические свойства
- Соответствие минимальным требованиям к свойствам, таким как предел прочности и текучести
- Учет анизотропии; ориентация конструкции влияет на свойства
- Отжиг в растворе, обработка старением позволяют оптимизировать свойства
Допуски на размеры
- Учет размерных изменений в процессе AM или MIM
- Допускать более широкие допуски, использовать постобработку для повышения точности
- Критические интерфейсы могут потребовать дополнительной обработки
Привлечение инженеров-производственников на ранних этапах проектирования является ключевым моментом при разработке и оптимизации деталей для процессов AM и MIM с использованием порошка 316L.
Постобработка деталей из 316L
Детали из 316L, полученные в результате AM- и MIM-процессов, часто требуют последующей обработки для достижения конечных свойств и отделки. Некоторые ключевые этапы постобработки включают:
Термообработка
- Отжиг для снятия внутренних напряжений
- Обработка раствором для растворения осадков и оптимизации коррозионной стойкости
- Старение для повышения прочности за счет закалки осадком
Горячее изостатическое прессование
- Закрывает внутренние пустоты и пористость в материале
- Повышение плотности, прочности, пластичности и усталостной долговечности
Обработка поверхности
- Обработка и шлифование для повышения точности размеров и качества поверхности
- Электрополировка для получения гладкой зеркальной поверхности
- Дробеструйная обработка обеспечивает декоративную отделку
Покрытия
- PVD- и CVD-покрытия позволяют повысить износостойкость и коррозионную стойкость
- Пассивационная обработка повышает коррозионную стойкость
Испытание качества
- Компьютерная томография позволяет выявить внутренние дефекты и пористость
- Механические испытания подтверждают соответствие свойств техническим условиям
- Неразрушающий контроль для обнаружения критических дефектов
Оптимальный путь последующей обработки зависит от особенностей AM-процесса, геометрии детали, наличия критических дефектов и требований к конечным характеристикам.
Распространенные дефекты деталей из 316L
К числу потенциальных дефектов деталей из 316L, изготовленных методами AM, MIM и другими порошковыми технологиями, относятся:
- Пористость - Захват газа приводит к образованию пустот и пористости, что снижает плотность.
- Раскрытие - Возникает из-за внутренних напряжений в процессе обработки и неправильной термообработки.
- Анизотропия - Различия в свойствах по направлениям сборки, обусловленные послойным изготовлением.
- Шероховатость поверхности - Шероховатость слоев, частично спеченные частицы, нерасплавленные участки приводят к ухудшению качества поверхности.
- Вариации размеров - Усадка, скручивание и коробление деталей приводят к отклонениям от проектных размеров.
- Композиционные изменения - Сегрегация, потери при испарении, загрязнение могут привести к локальному изменению состава.
- Отсутствие слияния - Неполное проплавление между слоями и дорожками из-за недостатка подводимой энергии.
- Balling - Образование мелких сфер в процессе АМ вместо равномерных дорожек приводит к пористости.
- Остаточные напряжения - Возникают в процессе обработки под воздействием высоких температурных градиентов и мешают работе.
Тщательный мониторинг процесса, оптимизация параметров, контроль качества и надлежащие этапы последующей обработки позволяют свести к минимуму количество дефектов в деталях из 316L.

Как выбрать поставщика порошка 316L
Ниже приводится пошаговое руководство по выбору поставщика порошка из нержавеющей стали 316L:
Шаг 1: Определение требований к приложению
- Рассмотрим, какой технологический процесс будет использоваться - AM, MIM и т.д.
- Определить необходимые критические свойства порошка, такие как размер частиц, форма, чистота и т.д.
- Рассмотрим технические характеристики детали - механические свойства, точность, качество обработки поверхности и т.д.
Шаг 2: Исследование потенциальных поставщиков
- Поиск ведущих производителей порошка 316L с большим опытом работы
- Проверить возможности - методы производства, сорта порошков, контроль качества и т.д.
- Изучение конкретных примеров и отзывов клиентов, относящихся к вашей области применения
Шаг 3: Оценка технических возможностей
- Могут ли они изготовить порошок 316L в соответствии с вашими требованиями?
- Есть ли у них опыт в области AM, MIM или других порошковых технологий?
- Каков уровень вертикальной интеграции и контроля качества?
Шаг 4: Оценка сервисных предложений
- Техническая поддержка при выборе порошка, разработке приложений
- Услуги по тестированию образцов, испытаниям
- Реакция на запросы, гибкость в отношении сроков выполнения работ
Шаг 5: Проверка сертификатов и соответствия требованиям
- Международные сертификаты качества - ISO 9001, ISO 13485 и др.
- Соответствие стандартам на состав порошка, таким как ASTM
- Прослеживаемость партий, всестороннее тестирование и документирование
Шаг 6: Сравнение цен
- Цена за кг для требуемого размера частиц, уровня качества, количества
- Требования к минимальному количеству заказа и размеру партии
- Транспортно-логистические расходы
Шаг 7: Проверка доступности и надежности
- Стабильность поставок на склад и способность удовлетворять колебания спроса
- Отслеживание и мониторинг заказов, прозрачные сроки выполнения
- Доказанный опыт своевременных поставок
Выбор поставщика, обладающего опытом применения, стабильным качеством продукции и оперативным обслуживанием, обеспечивает бесперебойную работу по закупкам.
Как оптимизировать порошок 316L для AM
Соответствие размера частиц процессу АМ
- Использование частиц размером 10-45 мкм для порошкового наплавления, например, DMLS, SLM
- Оптимизация распределения по размерам - слишком широкое распределение может привести к проблемам с упаковкой
- Более мелкие частицы размером 1-10 мкм лучше подходят для струйного нанесения связующего
Достижение высокой сферичности и текучести
- Текучесть напрямую влияет на распределение порошка и равномерность слоя
- Газовое распыление позволяет получать сферические, свободно сыплющиеся порошки
- Испытание текучести порошка в соответствии со стандартом ASTM B213
Минимизация количества спутниковых частиц
- Просеивание, классификация для удаления спутников и мелких частиц
- Спутники могут стать причиной агломерации и дефектов
Допуск на состав средств управления
- Жесткий контроль элементного состава в пределах диапазона, установленного ASTM
- Ограничение примесей, таких как O, N, C, влияющих на свойства
Снижение пористости
- Оптимизация параметров процесса и схем сканирования
- Использование горячего изостатического прессования для минимизации пористости
- Поддерживать плотность >99% для обеспечения высокой производительности
Минимизация остаточных напряжений
- Оптимизация тепловых градиентов в процессе сборки
- Использование соответствующей термической обработки для снятия напряжений
Достижение заданных механических свойств
- Растворный отжиг и старение повышают прочность
- Поддерживать однородные свойства во всех направлениях сборки
Тщательная характеризация порошка, оптимизация параметров и последующая обработка являются ключевыми факторами для получения бездефектных деталей из 316L методом AM.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Вопрос: Для чего обычно используется порошок из нержавеющей стали 316L?
О: Порошок 316L наиболее широко используется для аддитивного производства, литья металлов под давлением, прессования и спекания благодаря своей отличной коррозионной стойкости в сочетании с хорошими механическими свойствами и биосовместимостью. К числу распространенных областей применения относятся имплантаты, аэрокосмические компоненты, автомобильные детали, биомедицинские устройства и оснастка.
Вопрос: Какой размер частиц рекомендуется для лазерных процессов AM?
Ответ: Обычно для процессов лазерного наплавления в порошковом слое, таких как DMLS и SLM, рекомендуется диапазон размеров частиц 10-45 мкм. Более мелкие частицы размером менее 10 мкм могут вызвать проблемы с текучестью и растеканием. Распределение частиц по размерам также должно хорошо контролироваться.
Вопрос: Как морфология порошка влияет на его свойства?
О: Для AM-технологий желательно использовать порошок с высокой сферичностью и свободной текучестью. Порошок неправильной формы с шипами подходит для методов прессования и спекания. Спутниковые частицы и мелкие частицы негативно влияют на текучесть порошка и могут приводить к образованию дефектов. Контроль морфологии порошка является ключевым фактором для достижения оптимальных характеристик.
Вопрос: Каковы основные различия между порошком 316L, распыляемым газом, и порошком 316L, распыляемым водой?
О: Порошок 316L, распыляемый газом, имеет более сферическую морфологию и лучшую текучесть. Порошок, распыляемый водой, имеет более неправильную форму, но обеспечивает более высокую сжимаемость, необходимую для прессования и спекания. Порошок, распыляемый газом, имеет более низкое содержание кислорода.
Вопрос: Какие методы постобработки используются при изготовлении деталей из 316L AM?
О: Обычная последующая обработка включает термообработку, горячее изостатическое прессование, обработку поверхности шлифованием/обработкой, нанесение покрытий и контроль качества. Это позволяет достичь заданных свойств, точности размеров, эстетики и выявить дефекты.
Вопрос: Каковы некоторые распространенные дефекты порошка 316L и как их можно избежать?
О: Возможными дефектами являются пористость, растрескивание, плохое качество поверхности, отсутствие сплавления и остаточные напряжения. Тщательная оптимизация параметров процесса, контроль качества порошка, ориентация сборки и последующая обработка позволяют минимизировать эти дефекты в деталях из 316L.
Вопрос: Какие стандарты применяются к порошку 316L для АМ и других применений?
О: Ключевыми стандартами являются ASTM F3055 для порошков для АМ, ASTM B822 для определения характеристик порошка, ASTM A240 для определения состава сплава, а также стандарты ISO для управления качеством. Ведущие поставщики порошка 316L сертифицированы по этим стандартам.
Вопрос: Какие факторы определяют цену на порошок 316L?
A: Основными факторами, влияющими на цену порошка 316L, являются уровень качества, размер и распределение частиц, способ производства, объем заказа, требования покупателя к испытаниям/контролю качества, упаковке и доставке. Более жесткие требования повышают цену.
Вопрос: Как можно оптимизировать коррозионную стойкость деталей из 316L AM?
О: Решения включают контроль содержания примесей за счет жестких допусков на химический состав, использование горячего изостатического прессования для повышения плотности и уменьшения пористости, пассивирующие обработки и отжиг растворов для повышения коррозионной стойкости.