Обзор металлический порошок для 3d-печати
Металлический порошок для 3D-печати - это сырье, используемое в различных процессах аддитивного производства металла для послойного изготовления трехмерных металлических деталей. В отличие от традиционного субтрактивного производства, при котором материал удаляется, при аддитивном производстве компоненты создаются путем плавления и сплавления материала на основе цифровой 3D-модели.
Металлические порошки, используемые в 3D-печати, позволяют производить сложные, легкие и высокопроизводительные металлические детали со сложной геометрией, которые трудно или невозможно изготовить обычными методами. Наиболее распространенные технологии 3D-печати с использованием металлических порошков включают в себя:
- Прямое лазерное спекание металлов (DMLS) - Использует лазер для выборочного расплавления и сплавления слоев металлического порошка на основе 3D-модели CAD.
- Электронно-лучевое плавление (ЭЛП) - С помощью электронного луча в вакууме порошки расплавляются и сплавляются слой за слоем.
- Струйная обработка вяжущего - Жидкое связующее вещество выборочно наносится на порошковые материалы, которые затем заливаются бронзой в печи для спекания.
Виды порошков для 3D-печати металлов
Существует множество типов металлов, доступных в виде порошка для 3D-печати. К наиболее распространенным металлическим порошкам относятся:
| Порошковый материал | Основные характеристики |
|---|---|
| Нержавеющая сталь | Коррозионная стойкость, высокая прочность |
| Алюминий | Легкий вес, высокая теплопроводность |
| Титан | Чрезвычайно прочный и в то же время легкий |
| Кобальтовый хром | Биосовместимость, износостойкость |
| Медь | Высокая тепло- и электропроводность |
| Никелевые сплавы | Термостойкость, долговечность |
Для специальных применений также доступны другие металлические порошки, такие как инструментальные стали, драгоценные металлы, суперсплавы и сплавы, изготовленные на заказ. Выбор зависит от механических требований, условий эксплуатации, функциональности детали, необходимости последующей обработки и стоимости материала.

Производство металлических порошков
Металлические порошки могут быть получены несколькими способами. Наиболее распространенные методы производства включают:
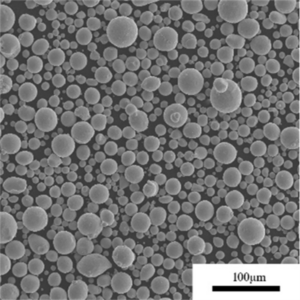
Распыление - Поток расплавленного металла разбивается на мелкие капли, которые застывают в порошковые частицы. В результате получаются сферические порошки, идеально подходящие для 3D-печати.
- Распыление воды - использование струй воды под высоким давлением
- Газовая атомизация - использует струи инертного газа
Электролиз - Металл извлекается из раствора под действием электрического тока и превращается в тонкий порошок.
Фрезерование - Механическая фрезеровка производится для измельчения металла в порошок. При этом образуются неровные, угловатые частицы.
Также используются такие методы, как химическое восстановление, конденсация паров металла и индукционное плавление электродов. Технология производства порошка влияет на форму частиц, их распределение по размерам, текучесть, чистоту и микроструктуру.
Атрибуты металлического порошка
Основные свойства порошка для 3D-печати включают:
| Параметр | Описание |
|---|---|
| Форма частиц | Сферические, спутниковые, угловые |
| Размер частиц | Общий диапазон 10-100 микрон |
| Распределение по размерам | Смесь мелких и крупных частиц |
| Текучесть | Способность частиц течь под собственным весом |
| Кажущаяся плотность | Плотность как у порошка при нормальных условиях |
| Плотность отвода | Плотность после механического простукивания/агитации |
| Чистота | Не содержит загрязняющих веществ, таких как оксиды и нитриды |
| Микроструктура | Размер зерна, распределение фаз, дефекты |
| Содержание влаги | Должны храниться на низком уровне, в инертной атмосфере |
Размер и распределение частиц непосредственно влияют на расход порошка, эффективность плавления, качество поверхности, пористость и механические свойства. Более мелкие размеры улучшают разрешение, а более крупные размеры снижают стоимость. Идеальным вариантом является смесь.
Форма порошка и текстура поверхности определяют межчастичное трение, текучесть, распределяемость и насыпную плотность. Гладкие, сферические порошки оптимально текут и распределяются при высокой плотности упаковки.
Контроль свойств порошка и создание индивидуальных сплавов требует знаний в области металлургии, производства порошка, процессов аддитивного производства и материаловедения.
Применение металлического порошка для 3d-печати
Уникальные возможности металлической 3D-печати позволяют создавать ключевые приложения в различных отраслях промышленности, которые обеспечивают свободу проектирования, консолидацию деталей, снижение веса и повышение производительности:
Аэрокосмическая промышленность - Лопатки турбин, каркасы конструкций, ракетные двигатели
Автомобильная промышленность - Легкие детали, заказные прототипы
Медицина - Имплантаты, протезы, хирургические инструменты
Энергия - Теплообменники для атомной, нефтяной и газовой промышленности
Промышленность - Легкая робототехника и оснастка
Потребитель - Ювелирные изделия, предметы декоративно-прикладного искусства
3D-печать позволяет объединять сложные узлы в одну деталь. Это сокращает этапы производства, время выполнения заказа, затраты на цепочку поставок и повышает производительность за счет оптимизации конструкции.
металлический 3d порошок для печати Поставщики
Существует несколько ведущих мировых поставщиков, которые производят стандартные и специальные металлические порошки специально для 3D-печати:
| Поставщик | Штаб-квартира | Порошковые материалы |
|---|---|---|
| Sandvik | Швеция | Нержавеющие стали, никелевые сплавы, титановые сплавы, инструментальные стали |
| Столярная присадка | США | Нержавеющие стали, кобальт-хром, медь, никелевые сплавы |
| Praxair | США | Титан, никелевые суперсплавы, нержавеющая сталь |
| Порошковая металлургия GKN | США | Нержавеющие стали, титан, алюминиевые сплавы |
| Технология LPW | ВЕЛИКОБРИТАНИЯ | Титановые сплавы, алюминиевые сплавы, нержавеющие стали |
Возможности поставщика по настройке химического состава сплава, изменению характеристик порошка, обеспечению согласованности между партиями и совместной работе над качеством деталей являются важными факторами при принятии решения о выборе поставщика порошка.
Стоимость металлических порошков
Стоимость зависит от состава, способа производства, чистоты, формы и распределения порошка по размерам. В среднем:
- Порошок из нержавеющей стали 316L стоит ~$50 за кг
- Алюминиевый порошок AlSi10Mg ~$55 за кг
- Титановый порошок Ti64 стоит ~$170 за кг
- Порошок кобальт-хрома стоит ~$110 за кг
Поставщики предоставляют скидки на объем продукции в зависимости от объема использования. Проблемы загрязнения затрудняют повторное использование порошков. Для уменьшения количества отходов расширяется поддержка инфраструктуры переработки порошков. В целом на нерасплавленный порошок приходится 30-50% операционных расходов при 3D-печати металлов.








Технические характеристики металлических порошков
Развиваются отраслевые стандарты по спецификациям, методам испытаний и сертификации порошков:
| Стандарт | Организация | Область применения |
|---|---|---|
| ASTM F3049 | ASTM International | Стандартное руководство по определению характеристик металлических порошков для AM |
| ASTM F3056 | ASTM International | Спецификация аддитивного производства никелевого сплава |
| AS9100 rev D | SAE International | Системы управления качеством в аэрокосмической отрасли |
| ISO/ASTM 52900 | ISO/ASTM | Стандартная терминология для АМ - Общие принципы |
| ISO/ASTM 52921 | ISO/ASTM | Стандарт для металлических порошков, используемых в DMLS/SLM |
Основные свойства порошка, такие как гранулометрический состав, скорость потока, плотность и состав, проверяются в соответствии с этими спецификациями. Клиенты могут потребовать от производителей металлических порошков дополнительные данные испытаний, отчеты об анализе партии и сертификаты соответствия.
Плюсы и минусы металлических порошков для 3D-печати
Преимущества:
- Производство сложных, легких и оптимизированных металлических 3D-деталей
- Обеспечивают консолидацию деталей, адаптацию и инновации в дизайне
- Сокращение времени выхода на рынок по сравнению с традиционным производством
- Сокращение отходов по сравнению с субтрактивными методами
Ограничения:
- Относительно высокая стоимость материалов
- Ограниченное количество квалифицированных сплавов по сравнению с литыми/коваными сплавами
- Жесткие требования к характеристикам порошка
- Значительное потребление энергии при печати и последующей обработке
- Более низкая прочность материала по сравнению с коваными металлами
- Сложность достижения чистоты поверхности и допусков на размеры
Промышленные и академические исследователи по всему миру работают над улучшением качества, расширением вариантов сплавов, снижением затрат, повышением согласованности и индустриализацией металлического AM с помощью инноваций по всей цепочке создания стоимости.
Будущее металлических порошков для 3D-печати
Ключевые тенденции, формирующие будущую дорожную карту для металлических порошков:
Новые сплавы: Более широкий выбор сплавов, соответствующих свойствам кованого алюминия и титана, позволит расширить их применение в конструкционных элементах. Ведутся исследования и разработки в области высокопрочных сталей, медных сплавов и драгоценных металлов.
Улучшенные порошки: Более жесткий контроль распределения размеров, формы и микроструктуры приведет к созданию порошков, адаптированных для конкретных процессов AM и приложений. Это повышает качество и улучшает свойства материала.
Системы рециркуляции: Межотраслевая инфраструктура для сбора, определения характеристик и повторного использования металлических порошков в замкнутом цикле позволит сделать 3D-печать более экологичной.
Автоматизированные рабочие процессы: Упорядоченные рабочие процессы по обработке порошка с использованием контейнеров, датчиков и автоматизированных управляемых транспортных средств повысят безопасность, согласованность и производительность.
Инфраструктура сертификации: Централизованные институты, предоставляющие услуги по сертификации порошков и квалификации деталей, позволят критически важным отраслям промышленности, таким как медицинская и аэрокосмическая, с уверенностью внедрять АМ.
Специализация: Производители систем, производители металлических порошков, покупатели деталей, компании-разработчики программного обеспечения и материаловеды, специализирующиеся на нишевых аспектах цепочки создания стоимости AM, будут стимулировать целенаправленные инновации.
Снижение затрат: Такие подходы, как производство сыпучих порошков, стандартизация сплавов, автоматизированная постобработка и цифровое управление запасами, позволят повысить экономичность.
Благодаря постоянному прогрессу в этих областях, индустриализация и массовое внедрение металлической 3D-печати будет способствовать быстрому росту в течение следующего десятилетия на нескольких ключевых рынках.

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В: Какой металлический порошок чаще всего используется в 3D-печати?
О: Нержавеющая сталь 316L - наиболее широко используемый сегодня металлический порошок благодаря своим хорошим механическим свойствам, свариваемости и коррозионной стойкости. Другими популярными вариантами являются титан Ti64 и алюминий AlSi10Mg.
В: Как выбрать подходящий металлический порошок для конкретной задачи?
О: Ключевыми факторами являются рабочая температура, коррозионная стойкость, износостойкость, прочность деталей, требования к весу, электропроводность, биосовместимость, возможность контакта с пищевыми продуктами и ограничения, связанные с последующей обработкой. Обсудите детали применения с производителями порошков для получения рекомендаций по сплавам.
Вопрос: Улучшает ли использование более мелкого металлического порошка качество деталей?
О: Более тонкие порошки (~10-45 мкм) улучшают разрешение, качество поверхности и точность, поскольку можно сплавлять более тонкие слои. Однако это снижает скорость изготовления и увеличивает стоимость. Смешивание мелких и крупных частиц обеспечивает сбалансированный подход.
Вопрос: Как обеспечить безопасность и отсутствие загрязнений металлических порошков при хранении и обработке?
О: Металлические порошки обладают высокой реакционной способностью и склонны к окислению. Поглощение влаги также ухудшает качество порошка с течением времени. Поэтому очень важны атмосфера инертного газа, вакуумное хранение, герметичные контейнеры и минимальное воздействие кислорода/воды при автоматизированной обработке порошка.
В: Можно ли повторно использовать металлические порошки для снижения стоимости материалов при 3D-печати?
О: Да, но повторное использование сопряжено с определенными трудностями. Неиспользованный порошок можно использовать повторно, но для этого необходимо провести обширные испытания на предмет загрязнения, изменения распределения частиц по размерам или состава в течение нескольких циклов. Такая характеристика увеличивает затраты и риски.