Порошок для литья под давлением относится к типу исходного материала, используемого в порошковом литье под давлением - промышленном производственном процессе для изготовления сложных и высокоточных металлических деталей. Этот порошок представляет собой смесь мелкодисперсных металлических порошков и полимерных связующих, которые могут быть отлиты под давлением в сложные детали сетчатой формы в большом объеме.
Преимущества использования порошка для литья под давлением
Использование порошка для литья под давлением имеет ряд преимуществ перед другими способами производства:
- Позволяет производить в больших объемах сложные, детализированные металлические детали
- Более жесткие допуски, лучшее разрешение и более тонкая обработка поверхности
- Низкий уровень отходов материала при обработке
- Возможны сложные геометрические формы
- Различные материалы, такие как нержавеющая сталь, инструментальная сталь, вольфрамовые сплавы
- Экономия средств за счет меньшей вторичной обработки

Состав порошка для литья под давлением
Порошки для литья под давлением содержат следующие компоненты:
| Компонент | Подробности |
|---|---|
| Металлический порошок | Очень тонкие порошки из нержавеющей стали, инструментальной стали, вольфрамовых сплавов и т.д. Размер частиц 1 - 20 микрон |
| Переплет | Воск или термопластичные полимеры, такие как полиэтилен, полипропилен. 20-40% по объему |
| Смазочные материалы | Стеариновая кислота, олеиновая кислота. 1-2% по весу |
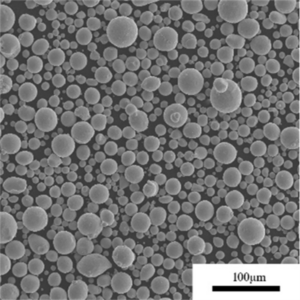
Характеристики используемых металлических порошков
Компонент из металлического порошка обладает особыми свойствами, которые делают его пригодным для литья под давлением:
- Размер частиц от 1 до 20 микрон
- Сферическая морфология
- Текучесть важна для заполнения форм
- Кажущаяся плотность 2-4 г/куб. см
- Плотность ленты 4-6 г/куб. см
Стандарты на металлические порошки
Используемые металлические порошки должны соответствовать стандартам по составу и зернистости:
| Стандарт | Подробности |
|---|---|
| ISO 4490 | Химический состав инструментальных сталей |
| ASTM B822 | Спецификация состава вольфрамовых сплавов |
| DIN ISO 4497 | Распределение частиц по размерам для металлических порошков |
Этапы производственного процесса
Процесс производства состоит из следующих основных этапов:
- Смешивание - Однородное смешивание металлического порошка и связующих компонентов
- Гранулирование - Гранулирование в сырьевые гранулы для инъекций
- Литье под давлением - Нагрев и впрыск сырья в форму
- Облицовка - Удаление полимерных связующих
- Агломерация - Нагрев гранул для сплавления металлических частиц путем диффузии
Области применения деталей, изготовленных методом литья под давлением
Порошок для литья под давлением может использоваться для производства различных сложных и высокоточных деталей в различных отраслях промышленности:
| Промышленность | Компоненты |
|---|---|
| Автомобильная промышленность | Шестерни, кулачки, шкивы |
| Аэрокосмическая промышленность | Лопасти турбин, рабочие колеса |
| Медицина | Ортопедические имплантаты, зубные имплантаты |
| Потребитель | Корпуса для часов, фонариков |
Преимущества литья под давлением для изготовления деталей
Использование процесса литья металлов под давлением дает уникальные преимущества:
- Замысловатые формы, тонкие черты
- Жесткие допуски до +/- 0,005 дюйма
- Тонкая отделка поверхности
- Различные варианты материалов
- Большие объемы производства
Ограничения производственного процесса
Есть и некоторые ограничения:
- Вес детали не превышает < 400 г
- Толщина стенок > 0,4 мм
- Сборки, необходимые для сложных геометрических форм
- Дорогостоящая оснастка для пресс-форм
- Размерные изменения во время спекания








Мировые поставщики исходного сырья
Многие международные компании поставляют готовый исходный материал для литья под давлением:
| Компания | Расположение | Материалы |
|---|---|---|
| BASF | Германия | Нержавеющая сталь 316L, титановые сплавы |
| Sandvik | Швеция | Нержавеющие стали, инструментальные стали |
| GKN | ВЕЛИКОБРИТАНИЯ | Алюминиевые и магниевые сплавы |
| Rio Tinto | Австралия | Металлические и керамические инъекционные смеси |
Ориентировочное ценообразование
| Материал | Диапазон цен |
|---|---|
| Нержавеющая сталь | $50-70 за кг |
| Инструментальная сталь | $45-65 за кг |
| Вольфрам тяжелый сплав | $130-170 за кг |
Ценообразование зависит от объема заказа, потребностей в персонализации и экономических факторов.
Плюсы и минусы использования Порошки для литья под давлением
| Преимущества | Недостатки |
|---|---|
| Замысловатые и сложные формы | Ограниченные размеры и вес |
| Более строгие допуски | Дорогие инструменты и оборудование |
| Тонкая обработка поверхности | Размерные изменения во время спекания |
| Ассортимент материалов | Часто требуется постобработка |
| Высокая производительность, низкая стоимость одной детали | Хрупкие материалы склонны к растрескиванию |
| Сокращение отходов | Ограничивает выбор материала |

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В: Каков типичный состав порошков для литья под давлением?
О: Они содержат 80-90% металлического порошка, 8-20% связующего вещества и 1-2% смазочных материалов по весу. Обычными связующими являются воск, полипропилен, полиэтилен и полиэтиленгликоль.
В: Какой диапазон размеров порошков используется?
О: Используются порошки в диапазоне 1-20 микрон. Более мелкий порошок повышает плотность, но может быть склонен к агломерации.
Вопрос: Какова степень усадки при спекании?
О: В процессе жидкофазного спекания происходит линейная усадка деталей до 20%. При проектировании инструмента необходимо предусмотреть соответствующие поправки.
Вопрос: Что вызывает трещины в литых деталях из спеченного металла?
О: Неравномерный нагрев в печах, использование быстрого охлаждения после спекания, плохое перемешивание порошка и выбор хрупких сплавов.
В: Какие существуют варианты материалов для литьевых порошков?
О: Нержавеющие стали, инструментальные стали, тяжелые сплавы вольфрама, медные сплавы, титан и титановые сплавы и др.