Обзор Электронно-лучевая плавка
Электронно-лучевая плавка (EBM) — это процесс аддитивного производства, в котором используется источник энергии электронного луча для выборочного плавления и плавления слоя за слоем металлического порошкового материала для создания компонентов.
Некоторые ключевые подробности плавки электронным лучом включают в себя:
- Для плавления порошка используется электронно-лучевая пушка в вакууме.
- Наращивание происходит при высоких температурах, что обеспечивает хорошее межслоевое соединение.
- В основном используется для сплавов Ti, Ni, Co и других материалов с высокими эксплуатационными характеристиками.
- Обеспечивает детали почти полной плотности со свойствами, равными или превосходящими традиционные средства.
- Поддерживает сложную геометрию, невозможную при обычном производстве.
- Обычно используется в аэрокосмической, медицинской и автомобильной промышленности.
- Также называется аддитивным электронно-лучевым производством (EBAM) или электронно-лучевым изготовлением произвольной формы (EBF3).
Оборудование для электронно-лучевой плавки
| Тип | Описание |
|---|---|
| Электронно-лучевая пушка | Генерирует и фокусирует луч высокой энергии для плавления материала. Ключевой компонент. |
| Порошковая кровать | Содержит слои порошка, сгребаемые лезвиями или роликами. Построен на подвижной платформе. |
| Вакуумная камера | Во время сборки вся система находится под вакуумом. Критично для фокусировки луча. |
| Система управления | Программное обеспечение нарезает и контролирует параметры сборки. Обеспечивает текущий мониторинг и контроль. |
| Система обработки | Для загрузки/разгрузки деталей и переработки неиспользованного порошка. |
| Экранирование | Вокруг камеры требуется свинцовая защита из-за генерации рентгеновского излучения. |
Материалы, используемые в Электронно-лучевая плавка
| Материал | Основные свойства | Типовые применения |
|---|---|---|
| Титановые сплавы | Высокое соотношение прочности и массы, биосовместимость | Аэрокосмическая промышленность, медицинские имплантаты |
| Никелевые сплавы | Коррозионная стойкость, высокая прочность | Турбины, компоненты ракет |
| Кобальтохромовые сплавы | Твердость, износостойкость/коррозионная стойкость | Медицинские имплантаты, оснастка |
| Нержавеющая сталь | Хорошая долговечность, простота обработки | Промышленная оснастка, пресс-формы |
| Алюминиевые сплавы | Малый вес | Аэрокосмическая промышленность, автомобилестроение |
| Драгоценные металлы | Высокая химическая инертность | Ювелирные изделия, медицинские |
EBM может обрабатывать высокопроизводительные сплавы, которые сложно обрабатывать лазерными процессами из-за энергоемкости.
Спецификации процесса EBM
| Параметр | Типовой диапазон |
|---|---|
| Мощность луча | 1-3 кВт |
| Напряжение луча | 30-150 кВ |
| Размер конструкции | 200 х 200 х 350 мм макс. |
| Высота слоя | 50-200 мкм |
| Скорость сборки | 5-100 см3/час |
| Размер балки | Диаметр 0,1-1 мм |
| Уровень вакуума | 5 х 10-4 мбар |
| Фокус луча | Размер пятна 0,1-0,5 мм |
Системы EBM позволяют регулировать такие параметры, как мощность луча, скорость, фокус и т. д., для настройки на конкретные материалы.
Поставщики систем EBM
| Поставщик | Ключевые детали | Начальный ценовой диапазон |
|---|---|---|
| Поставщик 1 | Пионер технологии EBM. Самая большая установленная база. | 1ТП4Т1,2-1ТП4Т1,5 млн. |
| Поставщик 2 | Системы для мелких деталей. Более высокая скорость сканирования. | 1ТП4Т0,8-1ТП4Т1,2 миллиона |
| Поставщик 3 | Исследовательские системы. Открыть контроль параметров. | 1ТП4Т0,5-1ТП4Т0,8 млн. |
Стоимость системы варьируется в зависимости от объема сборки, мощности луча, включенных аксессуаров и возможностей программного обеспечения.

Как выбрать поставщика системы EBM
При выборе поставщика системы EBM следует учитывать следующие ключевые факторы:
- Техническая экспертиза – Поставщик должен обладать глубокими знаниями в области физики электронного пучка, металлургии и технологического опыта.
- Проверенная технология – Ищите хорошо зарекомендовавших себя поставщиков с опытом успешной установки систем.
- Опыт применения – Поставщик должен понимать потребности клиентских приложений и рекомендовать соответствующие спецификации системы.
- Надежность системы – Выбирайте поставщиков, известных своими разработками надежных систем EBM с разумным временем безотказной работы и интервалами обслуживания.
- Программное обеспечение управления – Поставщик должен предлагать удобное программное обеспечение для программирования, мониторинга и оптимизации сборок.
- Техническая поддержка – Ищите отзывчивых инженеров службы поддержки, которые помогут устранить проблемы и улучшить результаты процессов.
- Обучение – Поставщик должен обеспечить всестороннее обучение по эксплуатации, техническому обслуживанию и безопасности оборудования.
- Дорожная карта будущего – Выберите поставщика, инвестирующего в текущие инновации EBM для ваших долгосрочных нужд.
Как оптимизировать Процесс ДМ
Чтобы добиться высокого качества печатных деталей EBM, следуйте следующим рекомендациям по оптимизации процесса:
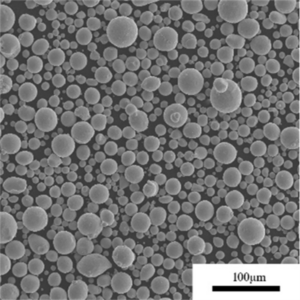
- Начните со сферического порошкового сырья высокой чистоты, специально разработанного для EBM. Обращение, хранение и повторное использование порошка также имеют решающее значение.
- Уделите время калибровке профиля и фокусировки электронного луча. Формирование луча может еще больше улучшить плотность.
- Установите оптимальный ток луча и скорость сканирования для стабильного и однородного плавления.
- Динамически настраивайте фокус луча во время сборки, чтобы учесть изменения геометрии.
- Установите температуру горячего слоя выше 700°C, чтобы уменьшить остаточные напряжения и избежать растрескивания.
- Настройте параметры отдельно для контуров и областей штриховки, чтобы улучшить качество поверхности и разрешение.
- Оптимизируйте опорные конструкции, чтобы свести их к минимуму, сохраняя при этом достаточную фиксацию и рассеивание тепла.
- Учитывайте различия в параметрах различных материалов: например, параметры титанового сплава отличаются от параметров никелевых суперсплавов.
- Используйте итеративный эмпирический подход — запускайте тестовые сборки, варьируя параметры, чтобы найти оптимальные точки.
Как проектировать детали для EBM
Чтобы успешно разработать компоненты, подходящие для процесса EBM:
- Стенки проектируйте толщиной более 0,4 мм, чтобы обеспечить полное расплавление и предотвратить растрескивание.
- Обеспечьте угол уклона 5–15° на поверхностях, расположенных под углом в направлении сборки, чтобы облегчить удаление порошка.
- Минимизируйте неподдерживаемые свесы, чтобы уменьшить провисания и дефекты на обращенных вниз поверхностях.
- Включите решетки и конформные каналы охлаждения, обеспечиваемые свободой проектирования EBM.
- Объединяйте узлы в отдельные детали, чтобы повысить качество и сократить количество этапов обработки.
- Располагайте детали в рабочей камере, чтобы свести к минимуму требования к поддержке и избежать столкновений во время сгребания.
- Учтите меньшую механическую прочность 20-50% по горизонтали по сравнению с вертикалью из-за многослойной конструкции.
- Оставьте дополнительный припуск 0,5–1 мм для последующей обработки, такой как механическая обработка поверхности или шлифование.
Тесно сотрудничайте с операторами станков EBM во время итераций проектирования деталей, чтобы использовать их знания о процессах.
Как выполнить постобработку деталей EBM
Типичные этапы постобработки печатных компонентов EBM включают в себя:
- Удаление опоры – Осторожно снимите опорные конструкции, если таковые имеются, вручную или с помощью режущих инструментов.
- Снятие стресса – Термообработка при 600-800°С в течение 1-3 часов для снятия остаточных напряжений.
- Обработка – Фрезерование, токарная обработка и сверление на станках с ЧПУ для повышения точности размеров и качества поверхности.
- Шлифование – Автоматическое или ручное шлифование обеспечивает точные допуски и более качественную отделку.
- Полировка – Обеспечивает превосходную чистоту поверхности без прилипших частиц порошка.
- Покрытия – Нанесите функциональные покрытия для повышения твердости, износостойкости, электроизоляции и т. д.
- Горячее изостатическое прессование (ГИП) – Закрывает внутренние пустоты и дополнительно повышает усталостные характеристики.
- Присоединение – Интегрируйте такие элементы, как резьбовые отверстия, крепеж и т. д., используя подходящие методы.
Последующая обработка деталей EBM выполняется квалифицированными операторами, имеющими опыт работы с конкретным составом сплава.
Как установить и интегрировать EBM Части
При подготовке печатных деталей EBM для интеграции в конечные продукты:
- Тщательно очистите поверхности от отслаивающегося порошка и окисления. Правильная очистка улучшает склеивание.
- При необходимости нанесите защитные покрытия – твердое анодирование, гальванопокрытие, покраска и т. д. для усиления защиты от коррозии и износа.
- Учитывайте разницу в тепловом расширении при соединении деталей EBM с другими металлическими компонентами, чтобы избежать напряжений.
- Выберите методы соединения, подходящие для материала – сварка, механическое крепление, клей и т. д.
- Используйте управление температурным режимом – предварительный нагрев и контролируемую скорость охлаждения – при сварке или пайке.
- Проверка функциональности сборки при рабочих нагрузках и средах с помощью прототипирования и тестирования.
- Проверьте наличие дефектов с помощью таких методов, как рентгеновское исследование, ультразвуковое исследование и дефектоскопия, что крайне важно для применений с высокой степенью ответственности.
Работайте бок о бок с дизайнерами и инженерами при интеграции деталей EBM, чтобы обеспечить надежную и оптимизированную производительность конечной сборки.

Эксплуатация и обслуживание принтеров EBM
Чтобы обеспечить оптимальную работу принтера EBM и предотвратить простои:
- Выполняйте плановое профилактическое обслуживание в соответствии с рекомендациями поставщика – заменяйте изношенные компоненты, такие как щитки.
- Регулярно проверяйте точность луча xyz, используя методы калибровки. Выровняйте при необходимости.
- Осматривайте ключевые компоненты вакуумной системы: проверяйте герметичность уплотнений, следите за насосами, периодически заменяйте фильтры.
- Калибруйте встроенные датчики контроля процесса через заданные интервалы времени.
- Постоянно контролируйте качество вакуума – немедленно выявляйте и устраняйте любые утечки.
- Следуйте рекомендуемым процедурам очистки – поддерживайте камеру сборки и систему подачи порошка в чистоте.
- Допускайте к обслуживанию источника высоковольтного луча и пистолета только квалифицированных технических специалистов.
- Держите запасные/изнашиваемые детали, такие как щитки, насосы, фильтры, на складе, чтобы свести к минимуму время простоя.
Запланируйте отключения для технического обслуживания в периоды низкой нагрузки. Проактивно отслеживайте состояние системы EBM между сборками.
Плюсы и минусы Электронно-лучевая плавка
Электронно-лучевая плавка имеет как преимущества, так и ограничения по сравнению с традиционными методами производства:
Преимущества
- Изготавливает сложные геометрические фигуры, которые невозможно выполнить другими способами.
- Объединяет узлы в отдельные детали.
- Снижает количество отходов – использует только необходимый материал.
- Сокращает время разработки новых проектов.
- Свойства равны или превосходят традиционные средства, такие как литье.
- Не требует связующих веществ или дополнительных опор – в результате получается более чистый материал.
Недостатки
- Более высокая себестоимость детали при небольших объемах производства.
- Ограничения по размеру зависят от камеры сборки.
- Выбор материала ограничен по сравнению с другими процессами AM.
- Постобработка часто требуется для получения окончательных деталей.
- Анизотропные свойства благодаря многослойной конструкции.
- Требует значительных затрат мощности для электронного луча.
При сравнении EBM с традиционными методами учитывайте количество, размер, свойства, время выполнения заказа и затраты. EBM превосходно справляется со сложными, высокопроизводительными металлическими деталями, но требует более высоких затрат на установку.

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Вопрос: Какие материалы вы можете обрабатывать с помощью EBM?
Ответ: На сегодняшний день в основном это сплавы титана, никеля, кобальта и нержавеющей стали. Исследования расширяют выбор материалов, включая алюминий, инструментальные стали, золото, тантал и многое другое.
Вопрос: В чем основная разница между EBM и селективной лазерной плавкой (SLM)?
Ответ: EBM использует источник энергии электронного луча, тогда как SLM использует лазер. Более высокая плотность мощности луча, достижимая с помощью EBM, позволяет обрабатывать больше тугоплавких металлов.
Вопрос: В каких отраслях используется печать EBM?
Ответ: На сегодняшний день аэрокосмическая отрасль является крупнейшим производителем таких компонентов, как лопатки турбин. Однако в медицинской, автомобильной и промышленной сферах растет число пользователей EBM.
Вопрос: EBM производит пористые или полностью плотные детали?
Ответ: EBM может достигать плотности более 99% при оптимальных параметрах. Высокотемпературные наращивания улучшают диффузионное соединение между слоями.
Вопрос: Детали какого размера вы можете создавать с помощью EBM?
О: Максимальный размер ограничен размером сборки, обычно он составляет около 250 x 250 x 300 мм. В разработке находятся более крупные системы с кубами размером 500 мм.
Вопрос: Насколько точна EBM по сравнению с обработкой на станке с ЧПУ?
О: При хорошей калибровке EBM может достигать допусков до 0,1–0,3 мм. Но для достижения более жестких допусков ниже 0,05 мм необходима механическая обработка.
Вопрос: Каковы некоторые ключевые преимущества EBM?
Ответ: Свобода проектирования, консолидация деталей, быстрое создание прототипов, высокопрочные сплавы, сокращение отходов и короткие сроки выполнения заказов по сравнению с традиционным производством.
Вопрос: Какие меры предосторожности необходимы для EBM?
Ответ: Системы EBM генерируют рентгеновское излучение, поэтому адекватная свинцовая защита камеры печати имеет решающее значение. Работать должен только обученный персонал.