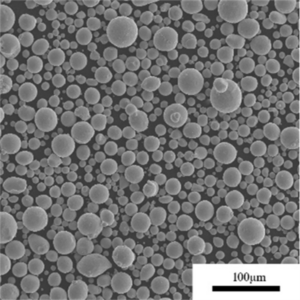
Атомизированные металлические порошки относятся к металлическим материалам, таким как алюминий, титан, никель, железо или сплавы, которые были измельчены в мелкий сферический порошок в процессе распыления. Они отличаются высокой чистотой, постоянным размером частиц и морфологией порошка, идеально подходящей для таких промышленных применений, как литье металлов под давлением (MIM) и аддитивное производство.
В этом руководстве рассматриваются различные типы распыляемых металлических порошков, методы производства, основные свойства и характеристики, технические спецификации, ценовые оценки, сведения о поставщиках, а также плюсы, минусы и часто задаваемые вопросы при работе с точно разработанными распыляемыми металлическими порошками в 3D-печати, литье под давлением и других процессах изготовления.

Виды Распыляемый металлический порошок
Распространенные цветные металлы и сплавы, доступные в виде распыляемых сферических порошков, включают:
| Материал | Сплавы | Характеристики |
|---|---|---|
| Алюминий | 6061, 7075, 2024, 7050, | Легкий вес, умеренная прочность |
| Титан | Ti-6Al-4V, Ti 6Al-7Nb | Оптимизированное соотношение прочности и веса |
| Никель | Инконель 718, Инвар 36, Ковар | Варианты с термо/коррозионной стойкостью |
| Нержавеющая сталь | 316L, 430F, 17-4PH | Устойчивость к ржавчине, высокая твердость. |
| Медь | C11000, латунь, бронза | Высокая тепло- и электропроводность |
С помощью легирующих смесей можно изменять свойства по коррозионной стойкости, твердости, прочности, пластичности, рабочей температуре и другим параметрам.
Методы производства
Технологии производства прецизионных металлических микросфер в виде порошка:
| Метод | Описание | Типичный выход |
|---|---|---|
| Газовая атомизация | Высокоскоростные струи инертного газа расщепляют поток расплавленного металла на мелкие капли | Отличная сферичность и текучесть порошка |
| Вращающийся электрод | Центробежные силы разгоняют расплавленный металл, вылитый на вращающийся диск | Средние размеры порошка, низкая стоимость |
| Плазменное распыление | Очень высокотемпературная плазма быстро затвердевает в расплавленном потоке в контролируемом газовом потоке | Возможность получения нанопорошка размером менее 10 микрон |
| Ультразвуковое распыление | Звуковые волны с частотой 20+ кГц колеблют и отделяют микроскопические капли | Для специализированных мелкосерийных работ |
Газовая и плазменная обработка обеспечивает высочайшую чистоту с равномерным распределением частиц для таких ответственных применений, как аэрокосмические сплавы. Метод вращающегося электрода обеспечивает экономичность средних партий.
Свойства распыленных металлических порошков
Преимущества этих металлических микросфер точной формы и размера:
| Недвижимость | Характеристики | Преимущества |
|---|---|---|
| Контролируемый размер частиц | Большая часть порошка в узком диапазоне 5-45 микрон | Оптимизированный поток и упаковка для равномерного спекания |
| Высокая сферичность | Шарики порошка имеют очень круглую форму с гладкой поверхностью | Улучшает конечную плотность и качество обработки поверхности |
| Последовательная химия | Точно рассчитанные сплавы в процессе производства | Надежные характеристики материала от партии к партии |
| Высокая чистота | Инертная обработка без загрязнения | Необходим для создания биосовместимых имплантатов и электроники |
| Модифицированные поверхности | Можно добавлять покрытия или смазки | Улучшает подачу порошка и снижает риск образования налета |
Эти порошки представляют собой идеальное сырье, сформированное с помощью передовых технологий производства, которые позволяют использовать новые технологии изготовления, изменяющие промышленное производство в различных отраслях благодаря повышенной точности.








Применение Распыляемые металлические порошки
Основные области применения прецизионных сферических металлических порошков:
| Промышленность | Приложения | Преимущества |
|---|---|---|
| Аддитивное производство | 3D-печатные детали для аэрокосмической, автомобильной и медицинской промышленности | Превосходная текучесть благодаря механизмам распределения и повторного нанесения мелкодисперсного порошка |
| Литье металлов под давлением | Небольшие серии сложных деталей для беспилотников, роботов, турбин | Высокая чистота и постоянный химический состав обеспечивают надежную работу материала |
| Электронная упаковка | Цепи, датчики, разъемы | Спеченные пористые структуры способствуют миниатюризации и позволяют внедрять функциональные материалы |
| Термическое напыление | Защитные антикоррозийные покрытия для мостов, трубопроводов | Плотные покрытия с оптимизированной для склеивания морфологией частиц |
| Порошковая металлургия | Самосмазывающиеся подшипники, фильтры, магниты | Изготовление сетчатых и почти сетчатых форм упрощает производственные операции |
Прецизионная технология распыления порошков в сочетании со специальными технологическими знаниями открывает возможности для инновационного производства в этих ключевых отраслях.
Технические характеристики
| Стандарт | Определения | Общие ценности |
|---|---|---|
| ASTM B214 | Анализ сит для определения верхнего предельного содержания частиц | -325 меш = менее 45 микрон |
| ASTM B822 | Кажущаяся плотность г/см3 | Около 35-50% в виде рассыпчатой пудры |
| ASTM B964 | Скорость потока секунда/50 г | Диапазон 15 - 25 секунд |
| ASTM F3049 | Содержание химических включений максимальные пределы ppm | Fe 300 ppm, O 1500 ppm, N 100 ppm |
Международные спецификации помогают установить единые базовые показатели, определяющие приемлемое качество и чистоту материала для обеспечения надлежащих характеристик порошка на этапах загрузки и спекания в различных технологиях производства.
Поставщики и ценообразование
| Поставщик | Материалы | Диапазон цен |
|---|---|---|
| Sandvik Osprey | Сплавы титана, никеля, кобальта | $50 - $500 за кг |
| Столярный порошок | Нержавеющие стали, инструментальные стали | $20 - $250 за кг |
| Praxair Surface Tech | Ni суперсплавы, Waspaloy, Hastelloys | $100 - $1000 за кг |
| Atmix Corp | Нестандартные алюминиевые сплавы | $30 - $200 за кг |
Стоимость варьируется от $20 за кг для обычных сплавов из нержавеющей стали до более $1000 за кг для специализированных жаропрочных суперсплавов, изготовленных с использованием индивидуальной вакуумной индукционной плавки и строго контролируемых параметров распыления газа, предназначенных для таких сложных применений, как компоненты турбинных двигателей.
Помните, что при сравнении вариантов следует покупать спецификацию, а не только материал порошка.
Плюсы и минусы
| Плюсы | Cons |
|---|---|
| Превосходный морфологический контроль благодаря передовым методам производства | Потенциально высокие цены на материалы, особенно на сплавы, изготовленные по индивидуальному заказу |
| Открывает новые технологии изготовления деталей, такие как струйное нанесение связующего и аддитивная печать DED | Ограниченный объем производства по сравнению с традиционным производством металла, таким как литье и ковка |
| Упрощает операции по переработке благодаря высокой чистоте и текучести | Требуется опыт обращения и меры предосторожности для предотвращения риска окисления |
| Расширяет ассортимент сплавов, предназначенных для решения сложных задач | Нестабильность цепочки поставок: нишевые производители балансируют между небольшими партиями |
| Позволяет создавать сложные геометрические фигуры, невозможные при использовании субтрактивных технологий | Для достижения конечных свойств материала часто требуется последующая обработка |
Точный контроль над формой, размером, распределением и химическим составом порошка дает огромные преимущества, но при этом необходимо учитывать особенности обращения и обработки.
Ограничения и соображения
Работа с распыляемыми порошками сопряжена с особыми трудностями:
- Химически активные металлы, такие как титан, рискуют сгореть, если содержание кислорода превысит 25 ppm
- Должен соблюдать меры предосторожности, учитывая воспламеняемость очень мелких металлических порошков
- Обработка поверхности может ухудшиться во время высокотемпературного спекания или сварки
- Требуется высокоточная оснастка для надежного наполнения половин контейнеров и цилиндров
- Текучесть может уменьшаться со временем из-за агломерации при хранении и транспортировке
- Контроль проникновения влаги ниже 300 ppm необходим для обеспечения стабильности
- Обратите внимание, что плотность упаковки сыпучего порошка составляет всего 30-55% от конечной плотности консолидации
Инженеры должны выбирать поставщиков, способных стабильно поставлять индивидуальные сплавы, отвечающие меняющимся требованиям, а не просто сравнивать цены за кг.

Часто задаваемые вопросы
| Вопрос | Отвечать |
|---|---|
| В чем главное преимущество перед металлическим порошком, распыляемым водой? | Более точный контроль формы и распределения частиц по размерам |
| Какова типичная насыпная плотность? | В зависимости от сплава и размера частиц обычно составляет около 2-4 г/куб. см. |
| В чем измеряется скорость потока? | Сек/50 г дает представление о морфологическом течении порошка через оборудование |
| Какие методы определения размера частиц используются? | Лазерные дифракционные анализаторы размера частиц в жидких суспензиях |
| Как проверяется химия? | Методы ICP-OES или GDMS, используемые для подтверждения элементного состава |
| Имеет ли порошок неограниченный срок годности? | Обычно более 5 лет, если хранить в герметичной упаковке от кислорода/влаги, повторный тест через 2-3 года |
| Какая осторожность необходима при обращении? | Перчаточные боксы с инертной средой для титана, соответствующие СИЗ для других реактивных металлов |
| Каковы общие области применения? | В настоящее время ведущее место занимают MIM, струйное нанесение связующего и DED AM. |
Правильные процессы обработки и тестирования в сочетании с соответствующими требованиями заказчика будут способствовать дальнейшему внедрению технологии распыления при производстве металлических деталей.
Заключение
Передовые технологии, необходимые для массового производства точно разработанных металлических микросфер, открывают огромные возможности для производства в различных отраслях промышленности. Используя такие процессы, как газовое распыление, для контроля критических характеристик порошка, таких как распределение частиц по размерам, форма, чистота и химический состав, инженеры могут использовать все преимущества новых технологий, таких как аддитивное производство, для упрощения производственных процессов. А специализированные варианты сплавов расширяют возможности конструкции для работы в сложных условиях температуры, давления и едких веществ. В сочетании с уменьшением количества отходов по сравнению с процессами механической обработки и упрощением логистики за счет увеличения срока хранения металлических порошков инновационные компании только начинают использовать этот потенциал за счет увеличения инвестиций в НИОКР с учетом потребностей применения. Однако правильное обращение с реактивными элементарными порошками и соблюдение техники безопасности остаются обязательными. По мере того как аддитивное производство продолжает развиваться и переходит к полномасштабному сертифицированному производству в аэрокосмической отрасли, медицинской имплантации и автомобильной промышленности, ожидается, что технология точного распыления будет играть решающую роль в поставках сырья, что позволит ведущим производителям получить доступ к индивидуальным, квалифицированным сплавам.