Порошок алюминиевого сплава относится к порошковой металлургии алюминиевых сплавов. Алюминиевые порошки находят применение в различных областях благодаря своему легкому весу, высокой прочности, коррозионной стойкости, теплопроводности и электропроводности.
Обзор порошка алюминиевого сплава
Порошок алюминиевого сплава производится путем распыления расплавленных сплавов в мелкие капли, которые застывают в порошок. Состав и свойства порошка сплава могут быть изменены в зависимости от требований.
Основные сведения о порошке из алюминиевого сплава:
- Производится путем распыления алюминиевых сплавов в мелкий порошок
- Размер частиц варьируется от нескольких микрон до миллиметров
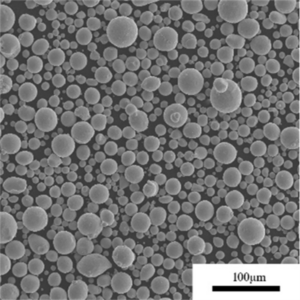
- Сферическая, неправильная или хлопьевидная форма частиц
- Разнообразие используемых легирующих элементов - Si, Mg, Zn, Cu и др.
- Свойства зависят от состава сплава
- Легкий вес, высокая прочность, устойчивость к коррозии
- Используется для аддитивного производства, термического напыления, MIM и т.д.
Виды порошков алюминиевых сплавов
| Тип | Состав | Характеристики |
|---|---|---|
| Чистый Ал | 99%+ Al | Низкая прочность, высокая электропроводность |
| Серия 1000 | Al + Mn, Fe, Si | Упрочнение при обработке, повышенная прочность |
| Серия 2000 | Al-Cu | Термообработка, высокая прочность |
| Серия 5000 | Аль-Мг | Умеренная и высокая прочность |
| Серия 6000 | Al-Mg-Si | Средняя и высокая прочность |
| Серия 7000 | Al-Zn | Наибольшая прочность |

Порошок алюминиевого сплава Состав
Порошки алюминиевых сплавов содержат алюминий в качестве основного металла, а также легирующие элементы. Некоторые распространенные добавки к сплавам включают:
- Кремний - улучшает литейные свойства и сварочные характеристики
- Магний - повышает прочность за счет закалки осаждением
- Медь - максимальный усиливающий эффект, но снижает коррозионную стойкость
- Цинк - повышает прочность за счет закалки осаждением
- Марганец - повышает прочность без снижения пластичности
- Хром - повышает прочность при высоких температурах
- Цирконий - улучшитель зерновой структуры, придающий однородные свойства
Точный состав определяется 4-значными цифровыми обозначениями, установленными в различных международных стандартах.
Свойства порошка алюминиевого сплава
| Недвижимость | Описание |
|---|---|
| Прочность | В зависимости от типа сплава и состояния варьируется от низкой до очень высокой прочности |
| Плотность | Около 2,7 г/см3, что делает его намного легче стали |
| Электропроводность | Высокая, но меньше, чем у чистого алюминия, зависит от сплава |
| Теплопроводность | Высокий, но легирующие добавки снижают его значение по сравнению с чистым Al |
| Коррозионная стойкость | В целом хорошо благодаря защитному оксидному слою, но зависит от состава сплава |
| Свариваемость | Обычно хорошо, но некоторые сплавы могут терять прочность |
| Работоспособность | Более мягкие низколегированные порошки позволяют выполнять объемное формование |
| Стоимость | Дороже, чем стальной порошок, но экономичнее, чем титан |
Характеристики порошка алюминиевого сплава
| Параметр | Подробности |
|---|---|
| Форма частиц | Сферические, неправильные, хлопья |
| Размер частиц | От 1 микрона до 1000 микронов |
| Распределение по размерам | Варьируется от узких распределений до широких диапазонов |
| Кажущаяся плотность | Около 2,5 г/см3 |
| Плотность отвода | Около 2,7 г/см3 |
| Расход | Важное значение для обработки и транспортировки порошка |
| Сжимаемость | Определяет конечную плотность детали |
Применение порошка алюминиевого сплава
Порошки из алюминиевых сплавов находят применение в различных отраслях промышленности благодаря своим полезным свойствам:
| Приложение | Подробности |
|---|---|
| Аддитивное производство | Используется в порошковом термоядерном синтезе и направленном энергетическом осаждении |
| Литье металлов под давлением (МИМ) | Недорогое крупносерийное производство сложных деталей |
| Термические напыляемые покрытия | Обеспечивает защиту компонентов от износа и коррозии |
| Порошковая ковка | Производство заготовок чистой формы для последующей обработки |
| Сварка | Добавляется для обеспечения легирующими элементами присадочного металла для сварки |
| Пиротехника | Тонкие реактивные порошки, используемые для получения эффектов или газа |
| Пайка | Используется в качестве наполнителя для соединения алюминиевых деталей |
Аддитивное производство с использованием порошка алюминиевого сплава
Технологии аддитивного производства, такие как селективное лазерное плавление (SLM), прямое лазерное спекание металлов (DMLS) и электронно-лучевое плавление (EBM), используют порошковое сырье из алюминиевых сплавов для производства компонентов конечного использования в аэрокосмической, автомобильной и промышленной отраслях.
Некоторые преимущества AM с использованием порошка сплава Al:
- Сложные геометрические формы, не поддающиеся традиционным методам
- Снижение веса благодаря оптимизированной конструкции
- Консолидация деталей повышает эффективность производства
- Свойства большинства сплавов сопоставимы с деформируемыми изделиями
- Минимальные потери материала по сравнению с субтрактивными методами
Существующие ограничения в области AM с использованием порошка Al включают в себя:
- Высокая отражательная способность требует более мощных лазеров
- Высокая теплопроводность затрудняет контроль тепла
- Стоимость выше по сравнению с традиционными методами при больших объемах производства
- Контроль пористости и анизотропных свойств остается сложной задачей
- Качество обработки поверхности в настоящее время уступает обработанным деталям
- Ограниченный выбор сплавов по сравнению с деформируемыми сплавами
Постоянно ведущиеся технологические разработки продолжают повышать качество, возможности и экономичность алюминиевых компонентов, изготовленных методом аддитивного производства.
Литье металла под давлением с использованием порошка алюминиевого сплава
Литье металла под давлением (MIM) позволяет производить сложные металлические детали с жесткими допусками и сетчатой формой, используя порошковое сырье из алюминиевого сплава, при относительно низких затратах.
Преимущества MIM с использованием порошка из алюминиевого сплава:
- Замысловатые детали со стенками и элементами < 0,5 мм
- Жесткие допуски на размеры, достигающие +/- 0,1%
- Свойства сплавов, спеченных с использованием асина, аналогичны свойствам сплавов, полученных методом ПМ или литья
- Почти полная плотность и хорошая обработка поверхности
- Возможность автоматизированного крупносерийного производства
Ограничения для MIM с использованием алюминиевых порошков:
- Сложнее обрабатывать, чем сталь, и требуется более сложная оснастка
- Более высокая температура плавления повышает требования к термопластавтоматам
- Реакционная способность ограничивает выбор связующего при составлении рецептуры сырья
- Для достижения окончательных свойств может потребоваться вторичная отделка
Несмотря на трудности, MIM продолжает развиваться в высокопроизводительных отраслях благодаря преимуществам перед другими методами производства сложных деталей из алюминиевых сплавов.
Порошок алюминиевого сплава для термического напыления
Порошки алюминиевых сплавов, таких как AA2024, AA5083 и AA7075, обычно используются в качестве исходного материала для различных процессов термического напыления для защиты деталей от износа, коррозии, нагрева и т.д.
| Процесс | Описание |
|---|---|
| Горение Проволочная дуга | Процесс двухпроволочной дуговой металлизации с простым оборудованием |
| Распыление пламени | Порошок впрыскивается в газокислородное пламя |
| Высокоскоростное кислородное топливо (HVOF) | Распыление с высокой кинетической энергией, минимизирующее пористость |
| Холодное распыление | Осаждение твердого тела с помощью высокоскоростного удара порошка |
| Плазменное напыление | Наиболее универсальная техника с использованием горячего ионизированного газа |
Преимущества использования порошка сплава Al для нанесения покрытий методом термического напыления:
- Обеспечивает защиту от износа и коррозии
- Восстановление оригинальных размеров негабаритных деталей
- Минимальный нагрев предотвращает коробление подложки
- Покрытия, наносимые методом распыления или с инфильтрацией для достижения полной плотности
- Более низкие затраты на материалы по сравнению с накладками на сварку из высоколегированных сплавов
- Более простая обработка по сравнению со многими деформируемыми сплавами









Технические характеристики порошка алюминиевого сплава
Порошки алюминиевых сплавов производятся в соответствии с различными стандартными спецификациями, которые определяют допустимые пределы состава, диапазоны размеров частиц, контроль формы и т.д.
| Стандарт | Описание |
|---|---|
| AMS 4200 | Спецификация аэрокосмического материала для распыляемого порошка сплава Al |
| ASTM B602 | Стандартная спецификация на порошки сплавов Al |
| EN 1706 | Европейская стандартная спецификация на распыляемые порошки Al |
| ISO 13318 | Международный стандарт для порошков Al, распыляемых газом и водой |
| DIN 50125 | Немецкий национальный стандарт на распыляемые порошки Al |
Спецификации позволяют заказчикам приобретать порошок, подходящий для конкретного применения и технологических требований.
Размеры порошка алюминиевого сплава
В зависимости от конечного применения производятся порошки из алюминиевых сплавов различных размеров:
- Ультратонкий порошок < 10 микрон для реактивных применений
- Тонкий порошок 15 - 45 микрон обычно используется для термического напыления
- Средний порошок 45 - 100 микрон широко используемого размера
- Крупнозернистый порошок до 150 микрон для специальных применений
Более крупные частицы размером более 180 мкм в основном используются в процессах холодного распыления для получения более толстых покрытий. Контроль распределения частиц по размерам также важен для некоторых применений.
Виды порошка алюминиевого сплава
Порошок алюминиевого сплава производится в различных установленных марках в зависимости от типа сплава:
- Порошки серии 1xxx - AA1100, AA1350
- Порошки серии 2xxx - AA2014, AA2024, AA2219, AA2519
- Порошки серии 5xxx - AA5083, AA5654
- Порошки серии 6xxx - AA6061, AA6082
- Порошки серии 7xxx - AA7050, AA7075
Более высокие номера указывают на более высокие уровни легирования и прочность. Для запатентованных марок также возможен индивидуальный состав сплава.
Сравнение порошков алюминиевых сплавов
| Параметр | Холодная газовая атомизация | Распыление воды |
|---|---|---|
| Форма частиц | Высокая сферичность | Более нерегулярные, спутники |
| Диапазон размеров частиц | 15 - 180 микрон | 5 - 350 микрон |
| Распределение по размерам | Более жесткий контроль | Более широкое распространение |
| Кажущаяся плотность | Выше | Нижний |
| Уровень производства | Нижний | Выше |
| Стоимость | Выше | Нижний |
Порошки, распыляемые водой, имеют преимущество по стоимости, но отличаются меньшей сферичностью и более широким распределением частиц по сравнению с порошком алюминиевого сплава, распыляемым газом.
Стандарты порошка алюминиевого сплава
Основные стандарты для порошка алюминиевого сплава:
| Стандарт | Организация | Описание |
|---|---|---|
| AMS4200 | SAE | Спецификация аэрокосмических материалов |
| ASTM B602 | ASTM | Химический состав и размеры сит |
| EN1706 | CEN | Европейская стандартная спецификация |
| ISO13318 | ISO | Международный стандарт для форм, распыляемых газом и водой |
Различные национальные и организационные стандарты помогают обеспечить качество и стабильность поставок порошка алюминиевого сплава.
Мировые поставщики порошка алюминиевого сплава
| Поставщик | Расположение | Возможности |
|---|---|---|
| Valimet Inc. | США | Широкий диапазон распыления, большая производительность |
| Sandvik Osprey | ВЕЛИКОБРИТАНИЯ | Ведущий поставщик контролируемых порошков |
| TLS Technik GmbH | Германия | Специалист по порошкам, распыляемым газом и водой |
| Fukuda Metal Foil & Powder Co. | Япония | Широкий ассортимент сплавов |
| Металлопродукция СКМ | Сингапур | Фокус на алюминиевых и медных сплавах |
Цены на порошки алюминиевых сплавов
Цена на порошок из алюминиевого сплава варьируется в зависимости от:
- Марка сплава и характеристики
- Характеристики формы и размера частиц
- Количество закупок и размер партии
- Региональные тарифы и транспорт
| Тип | Диапазон цен |
|---|---|
| Серия 1xxx | $5 - $15 за кг |
| Серия 2xxx | $10 - $30 за кг |
| Серия 5xxx | $15 - $35 за кг |
| Серия 6xxx | $20 - $40 за кг |
| Серия 7xxx | $30 - $60 за кг |
Приведенные выше цены являются приблизительными и предназначены только для справочных целей. Свяжитесь с поставщиками для получения точных текущих цен в зависимости от ваших конкретных потребностей.
Преимущества и ограничения Порошок алюминиевого сплава
Преимущества
- Легкий вес по сравнению со сталью и титановыми сплавами
- Достижение прочности, превосходящей многие виды кованых изделий
- Состав и свойства могут быть настроены
- Низкая стоимость сырья по сравнению с титановыми или никелевыми сплавами
- Хорошая коррозионная стойкость во многих средах.
- Высокая тепло- и электропроводность
- Разнообразные производственные процессы, возможные из порошка
Ограничения
- Более низкая прочность по сравнению с высоколегированными сталями при повышенных температурах
- Реактивность ограничивает некоторые подходы к обработке и области применения
- Производство больших поперечных сечений с высокой степенью целостности остается сложной задачей
- Стоимость выше, чем у обычных порошков для углеродистой стали
- Для некоторых областей применения, чувствительных к усталости, могут потребоваться деформируемые изделия
- Анизотропные свойства и проблемы пористости в компонентах AM

Часто задаваемые вопросы
Какие сплавы чаще всего используются в качестве порошка для алюминиевых сплавов?
Наиболее распространенными порошками сплавов являются: сплавы серии 2xxx, такие как 2014 и 2024, сплавы 5xxx, такие как 5083, сплавы 6xxx, включая 6061 и 6082, и сплавы 7xxx, среди которых популярны 7050 и 7075.
Какой размер частиц лучше всего подходит для литья металлов под давлением с использованием алюминиевых порошков?
Для литья металлов под давлением с использованием порошков из алюминиевых сплавов обычно рекомендуется диапазон размеров частиц 15-45 микрон.
Какие типы процессов распыления позволяют получить порошок алюминиевого сплава?
Газовое распыление и распыление водой - два основных промышленных процесса. Метод распыления с помощью вращающегося диска также позволяет получать алюминиевые порошки.
В чем преимущество использования алюминиевых сплавов серии 5xxx для термического напыления?
Алюминиевые сплавы серии 5xxx, такие как 5083, обладают превосходной коррозионной стойкостью, сохраняя при этом стабильность размеров при повышенных температурах, что делает их пригодными для нанесения покрытий методом термического напыления при морских и химических воздействиях.
Что влияет на цену порошка из алюминиевого сплава?
Состав сплава, характеристики частиц, такие как размер и форма, объем заказа, региональные тарифы и транспортные расходы определяют окончательную цену у разных поставщиков алюминиевой пудры.
Какие стандарты применяются к порошкам из алюминиевых сплавов для аддитивного производства?
Основные стандарты включают ASTM B602, AMS4200, EN1706 и ISO 13318. В настоящее время разрабатываются дополнительные стандарты по АМ для удовлетворения требований, связанных с процессом.
Можно ли повторно использовать порошок из алюминиевого сплава?
Повторное использование алюминиевой пудры не рекомендуется для критических применений. Условия хранения могут привести к накоплению влаги и окислению, ограничивающему эксплуатационные характеристики порошка. Незначительное повторное использование может быть возможно в некритичных областях применения при соответствующем тестировании.
Всегда ли алюминиевые сплавы с более высокими номерами прочнее сплавов с более низкими номерами?
Как правило, порошки серий 2xxx, 6xxx и 7xxx имеют более высокую прочность, чем сплавы 1xxx или 5xxx, однако в зависимости от точного состава, характеристик порошка и истории обработки могут существовать значительные различия. Всегда проверяйте данные поставщика для получения гарантированных свойств порошка.
Почему пористость и анизотропия являются проблемой для алюминиевых компонентов, изготовленных методом AM?
Высокая теплопроводность и отражательная способность алюминия в сочетании с быстрым затвердеванием при лазерном или электронно-лучевом плавлении препятствуют оптимальному сплавлению и выходу пузырьков газа, что приводит к появлению дефектов. Также возникают различия в механических свойствах параллельных и поперечных слоев.
Можно ли смешивать различные порошки алюминиевых сплавов для создания нестандартных марок?
Обычно не рекомендуется смешивать порошки для создания промежуточных или специальных сплавов из-за риска неполного смешивания, реакций сплава или недостаточного сцепления частиц при изготовлении детали. При изучении комбинаций свойств необходимо тесно консультироваться с поставщиком порошка.