Обзор 3d-печать титановым порошком
Титан - прочный, легкий, устойчивый к коррозии металл, который идеально подходит для 3D-печати сложных геометрических форм для аэрокосмической, автомобильной, медицинской и других ответственных областей применения. Титановый порошок можно использовать для печати металлических деталей полной плотности с превосходными механическими свойствами с помощью технологий порошкового наплавления, таких как селективное лазерное плавление (SLM) и электронно-лучевое плавление (EBM).
В этой статье представлено исчерпывающее руководство по титановому порошку для 3d-печати, включающее состав, свойства, характеристики, области применения, плюсы/минусы, поставщиков, стоимость и многое другое.

Состав 3d-печать титановым порошком
Титановый порошок для аддитивного производства почти полностью состоит из элемента титана. Однако в нем могут присутствовать небольшие количества других элементов, таких как алюминий, ванадий, железо, кислород, азот и углерод.
Марки титана для порошкового наплавления
| Класс | Состав |
|---|---|
| Ti 6Al-4V | 90% титан, 6% алюминий, 4% ванадий |
| Ti 6Al-4V ELI | То же, что и Ti 6Al-4V, но с более низкими пределами содержания межслоевого кислорода, железа и азота |
| Коммерчески чистый титан класса 1 | 99.2% Минимальный титан |
| Коммерчески чистый титан класса 2 | 99,5% Минимальный титан |
| Коммерчески чистый титан класса 3 | 99,8% Минимальный титан |
| Коммерчески чистый титан класса 4 | 99.9% Минимальный титан |
Ti 6Al-4V - наиболее распространенная марка, используемая сегодня в аддитивном производстве благодаря превосходному соотношению прочности и веса, свариваемости и коррозионной стойкости. Вариант ELI обладает улучшенной пластичностью и вязкостью разрушения.
Коммерчески чистые сорта титана обладают меньшей прочностью, но лучшей биосовместимостью для медицинских имплантатов. Титан класса 5 с повышенным содержанием кислорода обычно не используется для порошковой плавки.
Свойства 3d-печать титановым порошком Части
3D-печатные титановые детали могут достигать свойств, аналогичных или превосходящих свойства традиционного титана, с дополнительным преимуществом в виде свободы дизайна.
Механические свойства
| Недвижимость | Ti 6Al-4V | Ti 6Al-4V ELI | CP Ti Grade 2 |
|---|---|---|---|
| Прочность на разрыв | 930 - 1050 МПа | 860 - 965 МПа | 345 - 485 МПа |
| Предел текучести | 825 - 890 МПа | 795 - 875 МПа | ≥ 275 МПа |
| Удлинение при разрыве | 8 – 15% | ≥10% | 20% |
| Усталостная прочность | ≥ 400 МПа | ≥ 550 МПа | 275 - 550 МПа |
| Вязкость разрушения | 55 - 115 МПа√м | ≥ 100 МПа√м | Н/Д |
3D-печатный титан обладает жесткостью, твердостью и износостойкостью, сравнимыми с традиционными методами производства титана. Послепечатная обработка, например горячее изостатическое прессование (HIP), может еще больше улучшить свойства материала.
Преимущества
- Высокое соотношение прочности и массы
- Коррозионная стойкость
- Биосовместимость и остеоинтеграция
- Свобода проектирования для оптимизации топологии
- Уменьшение количества отходов по сравнению с субтрактивными методами
- Конформные каналы охлаждения обеспечивают повышение производительности
Ограничения
- Высокая реакционная способность к кислороду затрудняет обращение с ними
- Дефекты печати, такие как пористость, могут снизить усталостную прочность
- Дорогой порошковый материал и проблемы с переработкой
- Для достижения технических характеристик материала может потребоваться постобработка
Технические характеристики 3d-печать титановым порошком
Титановый порошок, используемый для аддитивного производства, должен соответствовать строгим стандартам по гранулометрическому составу, морфологии, химическому составу и другим характеристикам.
Распределение по размерам
| Параметр | Типовое значение | Роль |
|---|---|---|
| Диапазон размеров частиц | 15 - 45 мкм | Определяет минимальное разрешение, распределение порошка |
| D10 | 20 микрон | Указывает на более мелкую фракцию порошка |
| D50 | 30 микрон | Медианный размер частиц |
| D90 | 40 микрон | Указывает на более крупные частицы |
| Кажущаяся плотность | 2,7 г/куб. см | Плотность упаковки порошкового слоя, влияет на воспроизводимость |
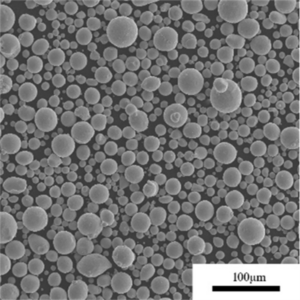
Порошок должен иметь почти сферическую морфологию с небольшим количеством спутников для плавного распределения порошка. Химический состав должен соответствовать спецификациям марки с низким содержанием примесей.
Другие важные атрибуты
- Текучесть
- Остаточное содержание кислорода и азота
- Консистенция кажущейся и тап-плотности
- Возможность вторичной переработки
- Химическая совместимость с процессом
- Характеристики управления
Соблюдение строгих требований к качеству по каждому параметру является критически важным для бездефектной сборки.








Применение 3d-печать титановым порошком
3D-печать расширяет свободу дизайна титана, что способствует его внедрению в таких отраслях, как:
Аэрокосмическая промышленность
- Конструктивные кронштейны
- Легкие решетки
- Компоненты двигателя
Автомобильная промышленность
- Моторное спортивное снаряжение
- Индивидуальные детали
Медицина и стоматология
- Ортопедические имплантаты
- Хирургические инструменты
- Протезирование с учетом особенностей пациента
Нефть и газ
- Коррозионностойкие клапаны
- Индивидуальная трубопроводная арматура
Потребительские товары
- Спортивное оборудование
- Корпуса для часов
- Оправы для очков
Оптимизированная топология и конформное охлаждение позволяют повысить производительность многих титановых печатных деталей.
Поставщики титанового порошка для 3d-печати
Большинство поставщиков титанового порошка предлагают сплав Ti 6Al-4V, специально разработанный для аддитивного производства. Некоторые из них также предоставляют услуги по разработке сплавов на заказ.
Крупнейшие компании, производящие титановый порошок
| Компания | Предлагаемые классы | Услуги |
|---|---|---|
| AP&C | Ti 6Al-4V, Ti 6Al-4V ELI | Разработка сплавов на заказ |
| Tekna | Ti 6Al-4V, Ti 6Al-4V ELI | Усовершенствованная плазменная сфероидизация |
| Столярная присадка | Ti 6Al-4V, Ti 6Al-4V ELI | Обширное QA-тестирование |
| Praxair | Ti 6Al-4V | Распыление азота |
| Эпоха | Коммерчески чистый титан | Небольшие заказы |
Многие OEM-производители 3D-принтеров, такие как EOS и SLM Solutions, также предлагают сопутствующие титановые порошки. Переработанные порошки имеют более низкую стоимость, но содержат большее количество примесей.
Стоимость титанового порошка
| Класс | Морфология | Диапазон цен |
|---|---|---|
| Ti 6Al-4V | Сферическая | $350-$1000 за кг |
| Ti 6Al-4V ELI | Сферическая | $500-$2000 за кг |
| CP Ti 1-4 класс | Нерегулярный | $100-$500 за кг |
Стоимость существенно зависит от объема заказа, качества, наценки поставщика и переработки.
Плюсы и минусы 3d-печать титановым порошком
Преимущества титановой 3D-печати
- Отличные механические свойства
- Высокая биосовместимость
- Коррозионная и термическая стойкость
- Низкая плотность позволяет создавать легкие конструкции
- Свобода проектирования для оптимизации топологии
- Ускоренное изготовление деталей на заказ
- Сокращение отходов по сравнению с механической обработкой
Недостатки титановой 3D-печати
- Титановый порошок стоит дорого
- Реактивность вызывает сложности при обращении
- Дефекты пористости могут ограничивать усталостную прочность
- Может потребоваться постобработка
- Переработка порошка сопряжена с риском загрязнения
- Ограниченная база поставщиков для обеспечения качества аэрокосмической продукции
Благодаря постоянному совершенствованию технологий, повышению производительности и качества 3D-печать позволяет использовать титан в тех случаях, когда другие методы не подходят.
Сравнение процессов печати на титане
Для 3D-печати титана сегодня преимущественно используются технологии плавления порошкового слоя, такие как селективное лазерное плавление (SLM) и электронно-лучевое плавление (EBM).
Селективное лазерное плавление (SLM)
- Более высокое разрешение и качество обработки поверхности
- Возможна более высокая скорость сборки
- Ограниченный размер камеры сборки
Электронно-лучевое плавление (ЭЛП)
- Сборка полностью плотных деталей в вакууме
- Отличные механические свойства
- Возможность создания больших объемов
- Более низкая скорость сборки по сравнению с SLM
Направленное энергетическое осаждение (DED)
- Ремонт существующих компонентов
- Придание дополнительных свойств литым или кованым деталям
- Комбинация 3D-печати и механической обработки
- Более высокая пористость по сравнению с методами порошкового слоя
Каждый процесс имеет свои преимущества и недостатки при печати титана. Гибридное производство, сочетающее процессы, обеспечивает гибкость.
Стандарты для титанового порошка и печатных деталей
Стандарты качества продолжают развиваться вместе с быстрыми темпами развития аддитивного производства металлов. Некоторые ключевые стандарты включают:
- ASTM F2924 - Стандартная спецификация аддитивного производства титана-6 алюминия-4 ванадия методом порошкового наплавления
- ASTM F3001 - Стандартная спецификация для аддитивного производства титана-6 алюминия-4 ванадия ELI (extra low interstitial) методом порошкового наплавления
- ASTM F3184 - Стандартная спецификация для аддитивного производства сплавов из нержавеющей стали методом порошкового наплавления
- ISO/ASTM 52921 - Стандартная терминология для аддитивного производства
Эти добровольные консенсусные стандарты помогают определить критерии приемки для критических атрибутов порошка и отпечатанных деталей. Квалификация деталей пользователем в зависимости от области применения остается жизненно важной.

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Какой титановый сплав лучше всего подходит для 3D-печати?
Ti 6Al-4V в настоящее время является наиболее распространенным порошком титанового сплава, используемого для аддитивного производства, благодаря его превосходным механическим свойствам и коррозионной стойкости в сочетании с коммерческой доступностью. Ti 6Al-4V ELI обеспечивает повышенную вязкость разрушения.
Какими методами можно печатать титановые детали в 3D?
Селективное лазерное плавление (SLM) и электронно-лучевое плавление (EBM) являются основными технологиями порошкового плавления, используемыми для печати титана. Методы направленного энергетического осаждения (DED) также способны на это, но имеют большую пористость.
Нужны ли титану опоры при 3D-печати?
Да, титан требует опор во время печати, поскольку он быстро затвердевает. Необходимо тщательно оптимизировать опоры, чтобы избежать дефектов поверхности и напрасной траты материала, обеспечивая при этом адекватное крепление.
Что дешевле - 3D-печать или обработка титана?
Для изготовления единичных деталей на заказ 3D-печать титана часто обходится дешевле, поскольку не требуется оснастка. При массовом производстве обработка титана на станках с ЧПУ может быть дешевле в расчете на одну деталь, однако при этом возрастают первоначальные затраты на установку и отходы материалов.
В каких отраслях используются 3D-печатные титановые детали?
Аэрокосмическая отрасль сегодня является крупнейшим потребителем титановой печати благодаря улучшению соотношения "цена-качество" при производстве сложных компонентов. Медицина, автомобилестроение, нефтегазовая промышленность, производство спортивных товаров и потребительский сектор также используют 3D-печатный титан.
Сколько стоит титановый порошок для 3D-печати?
Цена на титановый порошок может варьироваться от $100-2000 за килограмм в зависимости от состава, качества, объема заказа и других факторов. Сферические порошки Ti 6Al-4V и Ti 6Al-4V ELI для критических применений имеют премиальную цену свыше $500/кг.
Каковы примеры 3D-печатных титановых деталей?
3D-печать позволяет создавать инновационные титановые детали, такие как кронштейны для планера самолета, турбины, компоненты для автоспорта, индивидуальные протезы, литьевые формы с конформным охлаждением и даже очки или ювелирные изделия с использованием сложных решетчатых конструкций.