Обзор Поставщики порошков для 3d-печати
Порошки для 3d-печатиАддитивное производство, также известное как аддитивное производство, использует порошки в качестве сырья для создания компонентов слой за слоем. Порошки сплавляются или скрепляются вместе с помощью тепла, лазера или связующих веществ для создания трехмерных объектов.
В 3D-печати используется несколько технологий, таких как селективное лазерное спекание (SLS), прямое лазерное спекание металлов (DMLS), электронно-лучевое плавление (EBM), струйное нанесение связующего, моделирование методом плавленого осаждения (FDM), стереолитография (SLA) и другие. В каждом процессе используются различные типы порошков со специфическими свойствами и гранулометрическим составом.

Типы порошков для 3D-печати
| Тип порошка | Материалы | Характеристики |
|---|---|---|
| Пластмассы | Нейлон, ABS, TPU, PE, PP | Наиболее распространенные, недорогие, менее прочные |
| Металлы | Алюминий, нержавеющая сталь, кобальт-хром, титан, инструментальная сталь | Высокая прочность, термо/коррозионная стойкость |
| Керамика | Стекло, глинозем, цирконий | Использование при высоких температурах, хрупкость |
| Песок и литейные порошки | кварцевый песок, цирконовый песок | Для изготовления песчаных форм и стержней |
| Магнитные порошки | Железо, никель, кобальт | Приложения, нуждающиеся в магнетизме |
| Биосовместимые порошки | Титан, PEEK, TCP | Для медицинских имплантатов, протезов |
Свойства порошков для 3D-печати
Основные свойства порошков, используемых в аддитивном производстве, включают:
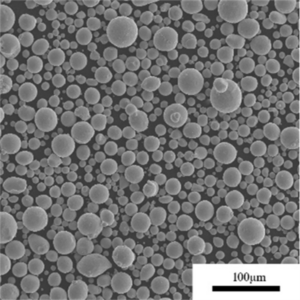
- Размер частиц - От 10 до 100 микрон, нормально распределены
- Морфология - Сферическая форма обеспечивает хорошую текучесть
- Плотность - Влияет на плотность и микроструктуру продукта
- Чистота - Определяет совместимость и качество материалов
- Текучесть - Обеспечивает равномерное распределение и укладку
- Содержание влаги - Низкая влажность, необходимая для оптимального слияния
- Многоразовое использование - Некоторые порошки можно использовать повторно, чтобы минимизировать затраты
Применение Порошки для 3D-печати
| Промышленность | Приложения |
|---|---|
| Аэрокосмическая промышленность | Лопатки турбин, реактивные сопла, структурные рамы |
| Автомобильная промышленность | Прототипирование, изготовление деталей на заказ, например, зубчатых колес |
| Медицина | Зубные коронки, имплантаты, протезы |
| Инструментальная оснастка | Модели для литья, формы для литья под давлением, оснастка и приспособления |
| Архитектура | Модели, декоративные элементы зданий |
| Потребительские товары | Индивидуальные проекты, быстрое создание прототипов |
Технические характеристики порошка для 3D-печати
Порошковые материалы, используемые в аддитивном производстве, должны соответствовать строгим спецификациям по гранулометрическому составу, морфологии, текучести и чистоте. Типичные диапазоны размеров, стандарты и марки приведены ниже:
| Тип материала | Размер частиц (мкм) | Стандарты | Общие оценки |
|---|---|---|---|
| Полимерные порошки | 20-150 | ASTM D638 | PA12, PLA, ABS, PC |
| Металлические порошки | 10-45 | ASTM F3049 | Ti-6Al-4V, 17-4PH, 316L |
| Керамические порошки | 10-150 | ASTM F2792 | Цирконий, глинозем, TCP |
| Литейные порошки | 140-200 | ASTM B213 | кварцевый песок, цирконовый песок |








Глобальные поставщики порошков для 3d-печати
Существуют как крупные глобальные поставщики, так и небольшие нишевые производители порошков, которые обслуживают индустрию аддитивного производства:
Крупные производители порошков
| Компания | Материалы |
|---|---|
| Sandvik | Никелевые и титановые сплавы |
| Порошковая металлургия GKN | Инструментальные стали, нержавеющая сталь |
| Höganäs | Нержавеющие стали, сплавы |
| Столярная присадка | Кобальтовый хром, титан и многое другое |
| BASF | Ультратонкие полиамиды |
Производители специализированных порошков
| Компания | Материалы |
|---|---|
| Технология LPW | Алюминий, титан, сплавы Ni |
| Praxair | Титан, никелевые суперсплавы |
| Arcam AB | Титановые сплавы, CoCr, алюминий |
| 3DXtech | Пластмассы, такие как ABS, нейлон и другие |
Анализ затрат на металлические порошки для 3D-печати
| Материал | Стоимость порошка (USD/кг) |
|---|---|
| Нержавеющая сталь 316L | 28-60 |
| Алюминий AlSi10Mg | 35-95 |
| Титан Ti-6Al-4V | 110-450 |
| Инконель 718 | 110-225 |
| Кобальтовый хром | 170-400 |
Широкий диапазон цен зависит от степени чистоты, наличия первичного или вторичного порошка, характеристик частиц, количества закупаемой продукции и условий поставщика.
Плюсы и минусы Порошки для 3D-печати
| Преимущества | Недостатки |
|---|---|
| Сложные, легкие геометрические формы | Сравнительно дорого |
| Продукция на заказ, быстрое создание прототипов | Ограниченный размер в зависимости от комплектации |
| Сокращение отходов по сравнению с литьем/обработкой | Проблемы, связанные с удалением и обработкой порошка |
| Возможны градиентные сплавы, композиты | Необходима некоторая постобработка |
| Один этап производства | Пористость в изделиях |

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В: Какой пластик чаще всего используется для изготовления порошков для 3D-печати?
О: Полиамид 12 (PA12, нейлон 12) - самый популярный пластиковый порошок с отличными свойствами и совместимостью с процессом SLS.
В: В чем разница между первичными и переработанными порошками?
О: Девственные порошки - это свежие и неиспользованные порошки по сравнению с переработанными порошками, которые были получены из ранее напечатанных 3D-деталей. Виргинский порошок стоит дороже, но обеспечивает более высокое и стабильное качество.
Вопрос: Как изготавливаются металлические порошки для аддитивного производства?
О: Металлические порошки изготавливаются с помощью газового или водяного распыления для получения мелких сферических частиц сплавов из расплавленного сырья под высоким давлением. Порошки могут подвергаться специальной обработке для изменения распределения по размерам, морфологии, текучести или состава.
В: Какие меры предосторожности следует соблюдать при работе с порошками?
О: Процедуры обращения с порошками должны быть направлены на минимизацию воздействия, локализацию утечек и разливов, обеспечение надлежащих масок/средств защиты, обеспечение достаточной вентиляции и соблюдение правил гигиены. Некоторые металлические порошки могут воспламениться или взорваться при неосторожном обращении.
В: Какие размеры частиц порошка являются оптимальными?
О: Размер частиц от 10 до 100 микрон обычно обеспечивает наилучшие результаты при равномерном распределении тонких слоев. Более мелкие наночастицы могут агломерировать, а крупные частицы снижают разрешение. Очень важно подобрать размер частиц в соответствии с требованиями 3D-принтера.
В: Как порошки влияют на свойства деталей?
О: Характеристики порошка напрямую влияют на плотность, качество поверхности, точность, механические свойства, микроструктуру и производительность печатных компонентов. Градиентные сплавы и покрытия частиц позволяют изменять свойства материалов в аддитивном производстве.