3D-печать, также известная как аддитивное производство (AM), использует специализированные порошки для создания трехмерных компонентов методом последовательного наслоения. Данное руководство представляет собой подробный справочник по порошкам для 3D-печати: типы, свойства, технические характеристики, методы производства, основные поставщики и цены, применение в различных отраслях, сравнение с альтернативами, часто задаваемые вопросы и многое другое.
Обзор Порошки для 3D-печати
Порошки для 3D-печати - это сырье, позволяющее изготавливать аддитивные детали из пластика, металла и керамики. Ключевые характеристики:
- Состояние: Ультратонкие порошки твердых частиц
- Диапазон размеров: Обычно 10-150 микрон
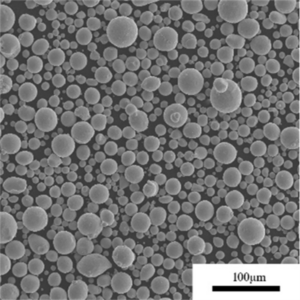
- Морфология: Чаще всего сферическая форма частиц
- Состав: Полимер, металлический сплав, керамика, смесь песчаника
- Ключевые свойства: Разработанный гранулометрический состав, текучесть, плотность упаковки и микроструктура
Благодаря жесткому контролю физических свойств порошка и его взаимодействия с термическими и кинетическими процессами печати, порошки для 3D-печати позволяют создавать сложные геометрии деталей и градиенты состава материалов, недостижимые иным способом.

Типы порошков для 3D-печати
| Категория | Материалы | Способ печати |
|---|---|---|
| Пластмассы | Нейлон, ABS, TPU, PEKK, PEEK... | Селективное лазерное спекание (SLS) |
| Металлы | Нержавеющие, инструментальные стали, титан и сплавы, суперсплавы... | Прямое лазерное спекание металлов (DMLS) |
| Керамика | Глинозем, диоксид циркония, карбид кремния | Струйное нанесение связующего, моделирование плавленым напылением |
| Композиты | Смеси металла и пластика, смеси песчаника | Многоструйная плавка (MJF), осаждение связанного металла |
| Биосовместимый | PEEK, PLGA, TCP... | Селективное лазерное плавление (SLM) |
Таблица 1: Основные категории, материалы и соответствующие печатные платформы для коммерческих порошков для 3D-печати
Полимерные, металлические, керамические и композитные порошки способствуют производству деталей конечного использования на аэрокосмическом, автомобильном, медицинском, стоматологическом и промышленном рынках.
Методы производства
Основные технологии производства печатных порошков включают в себя:
Пластмассы
- Полимеризация мономеров
- Инверсия фазы
- Криогенное измельчение сыпучих пластмасс
Металлы
- Распыление газа
- Плазменное распыление
- Индукционное плавление электродов
Керамика
- Золь-гель маршруты
- Методы эмульгирования
- Процессы распылительной сушки
Индивидуальный подход к производству позволяет настраивать распределение частиц порошка по размерам, морфологию, микроструктуру, химический состав и итоговые характеристики в соответствии с требованиями процесса 3D-печати и приложения.
Свойства Порошки для 3D-печати
| Недвижимость | Роль в процессе печати |
|---|---|
| Распределение частиц по размерам | Влияет на плотность упаковки, распределяемость, текучесть и адгезию между слоями |
| Форма частиц | Сферические частицы предпочтительнее для плавного потока по сравнению с зазубренными частицами |
| Твердость частиц | Устойчивость к деформации при распределении валиком/ножом |
| Насыпная плотность | Обеспечивает достаточную толщину слоя порошка для этапа сборки |
| Химия | Определяет механические характеристики и эстетику готовой детали |
| Содержание влаги | Влияет на текучесть и адгезию порошка |
Таблица 2: Ключевые физические характеристики порошка, необходимые для успешной 3D-печати
Неадекватный контроль этих взаимосвязанных характеристик порошка приводит к плохой текучести, растеканию, неровностям ламинирования, дефектам деталей и снижению механических свойств.







Технические характеристики порошка для 3D-печати
Промышленные стандарты существуют для большинства полимерных, металлических и керамических порошков для 3D-печати:
Распределение частиц по размерам
| Класс | Спецификация | Примеры материалов |
|---|---|---|
| Сверхтонкий | D10: 10-25 мкм D50: 20-45 мкм D90: 40-75 мкм | PEEK, PEKK Высокотемпературные полимеры |
| Fine | D10: 40-75 мкм D50: 60-90 мкм D90: 90-150 мкм | Нейлон, металлы ABS |
| Средний | D10: 75-100 мкм D50: 100-150 мкм D90: 130-200 мкм | Песчаниковые смеси, керамика |
Стандарты повторяемости
| Метрика | Толерантность |
|---|---|
| Распределение частиц по размерам от партии к партии | ± 5% |
| Форма частиц от партии к партии | ± 5% циркулярность |
| Насыпная плотность от партии к партии | ± 2% |
Таблица 3A: Профили распределения частиц по размерам для полимерных, металлических и керамических порошков для 3D-печати
| Недвижимость | Метод испытания | Порог |
|---|---|---|
| Расход воздуха в зале | ASTM B213 | <40 секунд для потока 50 г |
| Кажущаяся плотность | ASTM B212 | Теоретическая плотность Min 60% |
| Плотность отвода | ASTM B527 | Теоретическая плотность Min 65% |
Таблица 3B: Основные проверки качества потока и плотности порошка для 3D-печати
Соответствие или превышение опубликованных спецификаций обеспечивает стабильную производительность партий.
Поставщики порошка для 3D-печати
Многие поставщики предлагают порошки для 3D-печати из полимеров, металлов и керамики:
Полимерные порошки
| Компания | Материалы | Цена/кг |
|---|---|---|
| Evonik | Нейлон 12, PEEK, TPU, PEKK | $50-260 полимерная зависимость |
| BASF | Ultrasint PA6, PA11, PA12 | $75-215 |
| Stratasys | Термопластичные композиты | $140-350 |
| Полимейкер | PolySmooth, PolyLite, PolyFlex | $35-90 |
Металлические порошки
| Поставщик | Типы сплавов | Ориентировочное ценообразование |
|---|---|---|
| Столярная присадка | Нержавеющая, инструментальная сталь, кобальт-хром, суперсплавы | $55-215 сплав специфический |
| Praxair | Титан Ti64, инконель 718, нержавеющая сталь 316L | $35-185 |
| Sandvik Osprey | Мартенситностареющая сталь, нержавеющие марки, никелевые суперсплавы | Зависимость от сплава $75-305 |
| Технология LPW | Алюминий AlSi10Mg, титан Ti64, суперсплавы | $45-195 |
Керамические и композитные порошки
| Бренд | Материалы | Диапазоны цен |
|---|---|---|
| 3DCeram | Глинозем, диоксид циркония, диоксид кремния | $35-125 керамика специфическая |
| Adaptive3D | Термореактивные и термопластичные композиты/смеси | $90-350 |
| Tritone | PEEK, PEKK, PPSU + керамическое наполнение | $125-475 зависит от формулы |
Таблица 4: Специализированные производители предлагают ассортимент порошков для 3D-печати
Цены варьируются в зависимости от запатентованных составов и эксплуатационных возможностей - для получения точных расценок обращайтесь к поставщикам напрямую, указывая объем потребностей. Некоторые поставщики предлагают образцы для тестирования.
Применение Порошки для 3D-печати
Порошки для печати уникальным образом облегчают изготовление сложных деталей с индивидуальной геометрией в различных отраслях промышленности:
| Промышленность | Пример компонентов | Преимущества |
|---|---|---|
| Аэрокосмическая промышленность | Лопасти турбин, сопла ракет, шасси БПЛА | Снижение веса, повышение производительности |
| Медицина | Имплантаты, протезы, подобранные под пациента | Индивидуальный размер, биологическая совместимость |
| Автомобильная промышленность | Теплообменники, легкие элементы шасси | Консолидация деталей, эффективность |
| Промышленность | Изготовление на заказ оснастки, приспособлений | Сокращение сроков разработки |
Таблица 5: Основные отрасли, использующие порошковые возможности 3D-печати
Возможность быстрой итерации дизайна и экономичной печати коротких тиражей позволяет создавать инновационные детали для конечного использования.

Плюсы и минусы 3D-печати на основе порошка
Преимущества перед субтрактивными методами
- Сложные, легкие геометрические формы для повышения эффективности
- Оптимизация микроструктуры материала для улучшения характеристик детали
- Обеспечивает изготовление компонентов по индивидуальному заказу в соответствии с требованиями приложений
- Сокращение времени разработки/производства и капитальных затрат
Недостатки, которые следует учитывать
- Ограниченные масштабы производства и производительность в некоторых процессах
- Строгие технические требования к порошковому сырью
- Постобработка часто необходима для получения готовой детали |
- Стоимость деталей в настоящее время выше, чем при массовом производстве |
Тонкая настройка химического состава порошка и параметров печати позволяет повысить эффективность производства. Поля, использующие возможности персонализации и производительности, продолжают активно внедряться.
Вопросы и ответы
Вопрос: Какой диапазон размеров частиц лучше всего подходит для металлических порошков для 3D-печати?
A: 10-45 мкм способствует хорошей упаковке и распределению, избегая проблем с ультратонким порошком при работе с ним. Большинство сплавов хорошо работают при распределении 30±15 мкм.
Вопрос: Какой процесс 3D-печати из полимерных порошков обеспечивает наилучшие механические характеристики?
О: Селективное лазерное спекание (SLS) обеспечивает превосходное сплавление и тонкую обработку деталей, создавая высокопроизводительные пластиковые детали, конкурирующие с процессами литья под давлением или превосходящие их.
В: Как долго может храниться неиспользованный порошок для 3D-печати?
О: При хранении в сухом прохладном помещении с влагопоглотителем порошки сохраняют текучесть не менее 12 месяцев. Даже вскрытые порошки сохраняют текучесть в течение 6+ месяцев до заметного ухудшения свойств.
В: Оказывает ли качество исходного порошка существенное влияние на свойства напечатанных деталей?
О: Да, химическая чистота порошка и адекватный контроль его характеристик в значительной степени определяют механические свойства конечной детали, эстетику, точность размеров и надежность работы.