3d принтер алюминиевый порошок служит основным металлическим сырьем для аддитивного производства с порошковым напылением в аэрокосмической, автомобильной и общепромышленной отраслях. В этом руководстве рассматриваются марки алюминия, спецификации порошка, особенности процесса печати, методы спекания, механические свойства, последующая обработка, применимые компоненты и многое другое, что касается использования алюминиевого порошка в лазерной 3D-печати с порошковым слоем.
Алюминиевый порошок для 3D-принтера Обзор
Высокое соотношение прочности и веса алюминия, его коррозионная стойкость, термические характеристики и механические свойства делают его широко востребованным инженерным материалом. Преобразование слитков в распыляемые порошковые форм-факторы обеспечивает аддитивное производство, открывая новые возможности:
- Облегчение - Уменьшение массы компонентов для экономии топлива в автомобилях и самолетах
- Консолидация частей - Печатные многофункциональные узлы, объединяющие взаимодействующие компоненты
- Нестандартные сплавы - Адаптированная химия, избирательно усиливающая печатные области по местоположению
- Массовая персонализация - Цифровые инвентаризации и автоматизация печати позволяют создавать большое разнообразие продукции
Выбор подходящих марок алюминиевых сплавов и подбор соответствующих параметров процесса лазерной печати позволяет использовать преимущества аддитивного производства и уменьшить дефекты обработки благодаря качественному порошковому сырью.

Алюминиевый порошок для 3d-принтера Виды и составы
Сплавные системы - Для 3D-печати по металлу используются марки 2000, 5000, 6000 и 7000, настраивающие механические характеристики.
Первичные легирующие элементы - Магний, кремний, цинк, медь, марганец, хром, цирконий, используемые по отдельности или в комбинации, изменяют свойства.
Специализированные варианты - Скандий, церий, серебро, литий и т.д., добавляемые в редких случаях, позволяют использовать их в таких нишевых областях, как спортивные товары, требующие сочетания прочности, пластичности и коррозионных свойств, определяемых с помощью специальных композиций добавок, которые трудно получить при традиционном литье слитков и последующем формовании.
Примерные композиции сплавов
| Сплав | Mg | Si | Cu | Mn | Cr | Zn |
|---|---|---|---|---|---|---|
| 2024 | 1.2-1.8% | 0.50% | 3.8-4.9% | 0.3-0.9% | 0.10% | – |
| 7075 | 2.1-2.9% | 0.40% | 1.2-2.0% | 0.30% | 0.18-0.28% | 5.1-6.1% |
Таблица 1. Например, алюминиевые деформируемые сплавы часто адаптируются к мелкодисперсному порошковому сырью для AM-технологий, используя комбинации магния, кремния, меди, марганца, хрома и цинка, манипулируя получаемыми механическими характеристиками.
Методы и характеристики производства алюминиевой пудры
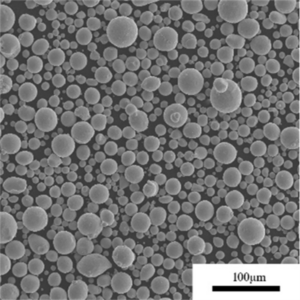
Распыление - Распыление в инертном газе расплавленного алюминия в сферические порошки с контролируемым распределением частиц по размерам, практически не содержащие загрязнений, подходит для использования порошкового слоя.
| Метод | Описание | Размеры частиц | Морфология | Чистота | Содержание кислорода | Цена |
|---|---|---|---|---|---|---|
| Газовая атомизация | Распределение от 30 до 150 микрон позволяет достичь высокой плотности слоя порошка и спекания | Высокая сферичность | До 99,97% Al | <300 ppm | $$$$ |
Таблица 2. Характеристики метода производства, обуславливающие принятие решений о закупке алюминиевой печатной пудры
Контроль формы частиц и постоянства химического состава от партии к партии повышает надежность конечной детали - эти качества ценятся по сравнению с первоначально более высокой стоимостью порошка, но меркнут по сравнению с сокращением времени/стоимости последующей обработки, не требующей тщательной обработки поверхности.
Стандарты спецификаций на алюминиевые печатные порошки
| Стандарт | Описание |
|---|---|
| ASTM F3301 | Химический состав и распределение по размерам сит для алюминиевой пудры марки AM |
| ASTM B633 | Стандарты на конструкционные алюминиевые деформируемые сплавы, адаптированные к порошкам |
| ISO/ASTM 52904 | Методы испытаний, определяющие расход, плотность и механические характеристики порошка |
Таблица 3. Ведущие технические характеристики, позволяющие гарантировать качество просеянного алюминиевого порошка для печати, отвечающего уникальным требованиям к добавкам, превышающим обычные сертификаты на материал для слитков.
Анализ областей сертификации гарантирует, что стандарты должным образом охватывают обязательные для покупателя окна состава, приемлемые характеристики порошка, такие как скорость потока в зале и уровни химической чистоты, соответствующие как возможностям распыления, так и требованиям последующего производственного процесса.









Особенности процесса 3D-печати с использованием алюминиевых порошков
Лазерная наплавка порошкового слоя - При селективной лазерной плавке алюминия используются сканирующие CO2 или волоконные лазеры мощностью 400-1 кВт, локально плавящие слои толщиной 30-100 мкм.
| Параметр | Типовой диапазон |
|---|---|
| Мощность лазера | 100-400 ватт |
| Скорость сканирования | 300-10,000 мм/сек |
| Размер балки | Диаметр 50-300 мкм |
Таблица 4. Настройка параметров ввода энергии в машину SLM позволяет сбалансировать плотное плавление против избыточного нагрева, вызывающего высокие остаточные напряжения и растрескивание.
Сокращение дефектов сборки - Для устранения таких дефектов, как пористость, растрескивание и риск деформации, требуется оптимизация параметров лазера, качества порошка, геометрии сборки, терморегулирования и последующей обработки.
Использование различий между сплавами - Регулирование сочетания кремния, магния и меди позволяет изменять поведение при плавлении, тепловые характеристики и микроструктуры при затвердевании, управляя результирующими характеристиками.
Механические свойства печати алюминиевой пудрой
Свойства при печати - Достижение прочности литых сплавов 30-60% за счет динамики быстрого затвердевания, концентрирующей дефекты без последующей механической упрочняющей обработки в литых деформируемых сплавах.
Постобработка - Термическая обработка, горячее изостатическое прессование и холодная обработка повышают механические характеристики с 60% до 95% по сравнению с литыми аналогами, поскольку усталость и пластичность при высоких циклах соответствуют более требовательным применениям.
| Сплав | Прочность на разрыв | Предел текучести | Удлинение (%) |
|---|---|---|---|
| Напечатано в 2024 году | 45 кси | 21 кси | 8 % |
| Как напечатано 7075 | 47 кси | 32 кси | 11% |
| HIP 7075 | 73 кси | 65 кси | 10% |
Таблица 5. Сравнение типичных механических свойств алюминия, отпечатанного и обработанного после печати, с эталонными характеристиками литых сплавов.
Полная реализация свойств зависит от уменьшения количества пор и дефектов, вызванных самим процессом, а также от специально подобранной постобработки, которая препятствует накоплению остаточных напряжений, возникающих при неограниченном застывании расплава, присущем лазерному производству алюминиевых материалов с использованием порошкового слоя.
Методы постобработки алюминиевых печатных деталей
Снятие стресса - Низкотемпературный отжиг минимизирует остаточные напряжения, предотвращая деформацию, без значительного огрубления упрочняющих фаз
HIP - Горячее изостатическое прессование с использованием газа аргона под высоким давлением при повышенной температуре разрушает внутренние пустоты, повышая усталостную прочность.
Холодная обработка - Обжиг, дробеструйное упрочнение или другие виды механической обработки поверхности устанавливают сжимающие напряжения, задерживающие образование трещин, что особенно важно для компонентов, подвергающихся усталостным нагрузкам.
Обработка - Фрезерная или токарная обработка с ЧПУ обеспечивает точность размеров и контроль шероховатости поверхности, что вряд ли достижимо непосредственно при аддитивном производстве до окончательной механической или термической обработки.
Покрытия - HVOF или дуговое термическое напыление, хотя диффузионные покрытия высокой твердости, такие как хромирование или алюминирование, повышают износо/коррозионную стойкость, не сравнимую ни с одним видом кованых изделий.
Испытание качества - Рентгеновская томография, компьютерная томография и анализ изображений позволяют количественно определить объемное распределение дефектов, что обеспечивает надежность изделия и соответствие его эксплуатационным требованиям.
Сочетание интегрированных стратегий расплава и специальной вторичной обработки позволяет получить полностью плотные алюминиевые печатные детали, превосходящие по механическим свойствам те, которые раньше были возможны только при использовании традиционных субтрактивных технологий конверсии слитков.
Применение алюминиевых компонентов с печатью
Аэрокосмическая промышленность
- Фитинги и ребра планера - улучшение соотношения "покупка - полет" около 100%, сокращение отходов материалов
- Турбомашины с аэродинамическими профилями и блисками
- Конформные криогенные топливные баки
Автомобильная промышленность
- Шасси и подвеска с уменьшенной массой
- Консольные узлы корпуса двигателя
Промышленность
- Индивидуальные приспособления, зажимные устройства, захваты и концевые эффекторы
- Инструментальная оснастка для небольших объемов производства, например, пресс-формы для литья пластмасс под давлением и штампы для штамповки
- Инструментарий с конформным охлаждающим трактом повышает производительность
Приложения Выгоды от балансировки индивидуальных и настраиваемых сплавов, уникального изготовления сложных геометрических форм, легких профилей и повышения производительности после обработки, уникально достижимой благодаря обработке алюминиевых порошков методом сплавления с порошковым слоем.
Поставщики, предлагающие Алюминиевые порошки для печати
| Поставщик | Описание |
|---|---|
| AP&C | Специализируется на производстве порошков для печати из алюминия и титана методом газового распыления |
| Столярная присадка | Широкий ассортимент материалов для печати из нержавеющей стали и сверхпрочных сплавов |
| Sandvik Osprey | Ведущий поставщик порошков для печати из нитинола, кобальта и алюминия |
Таблица 6. Известные поставщики, предоставляющие мощности по производству алюминиевого порошка для печати, используя внутреннее распыление или привлекая внешние мельницы
Оценка возможностей поставщиков в отношении требуемых сортов сплавов и обязательств, обеспечивающих согласованность между партиями, дает уверенность в обеспечении многолетних разработок без риска смены продукта и устаревания промежуточных деталей во время длительных печатных кампаний, связанных с заменой порошка.
Ценообразование на алюминиевую пудру
| Параметр | Влияние на цены |
|---|---|
| Размер распределения | Более жесткое распределение напрягает урожайность, снижая затраты |
| Стандарты качества | Аэрокосмические марки, требующие строгих испытаний на отбраковку дефектов |
| Объем заказа | Мелкосерийные прототипы приносят премии |
| Технические характеристики клиента | Любые уникальные цели по содержанию масла/влаги, влияние упаковки на цену |
| Легирующие добавки | Элементарные смеси более высокой чистоты передают заряды |
Таблица 7. Факторы канала поставок, влияющие на цены на алюминиевую пудру, до 5-10 раз превышающие спотовые цены на основное алюминиевое сырье
Прогнозирование потребностей в объемах за 12-18 месяцев до начала крупных печатных проектов дает наибольший эффект, позволяя минимизировать расходы на серийное и квалификационное тестирование.

Часто задаваемые вопросы
В: Сохраняет ли алюминиевая пудра свойства при повторном использовании?
О: Да, порошки хорошо перерабатываются, при этом необходимо контролировать лишь незначительный захват кислорода и влаги, прежде чем смеси для повторного использования станут вредными.
Вопрос: Что вызывает проблемы с пористостью в алюминиевых печатных деталях?
О: Запертые газовые поры, возникающие из-за плохого хранения и обработки порошка или отсутствия вентиляции во время плавки, превращаются в дефекты, снижающие прочность.
В: Является ли термическая обработка полезной для алюминиевых печатных компонентов?
О: Да, правильно разработанная термическая обработка воспроизводит темперы, повышая пластичность и максимизируя амбулаторные механические свойства, уникальные для контролируемых путей затвердевания отпечатков.
Вопрос: Какой алюминиевый сплав лучше всего подходит для лазерного порошкового наплавления?
О: Порошок Scalmalloy - сплав алюминия, скандия и циркония, запатентованный компанией APWorks, - обеспечивает непревзойденное сочетание прочности и термостойкости после полной последующей обработки.